仕上げ加工をミラーボールへ切り替えて、50時間加工後も加工面良好!
課題
加工能率向上にトライしたい。
部品加工ユーザ
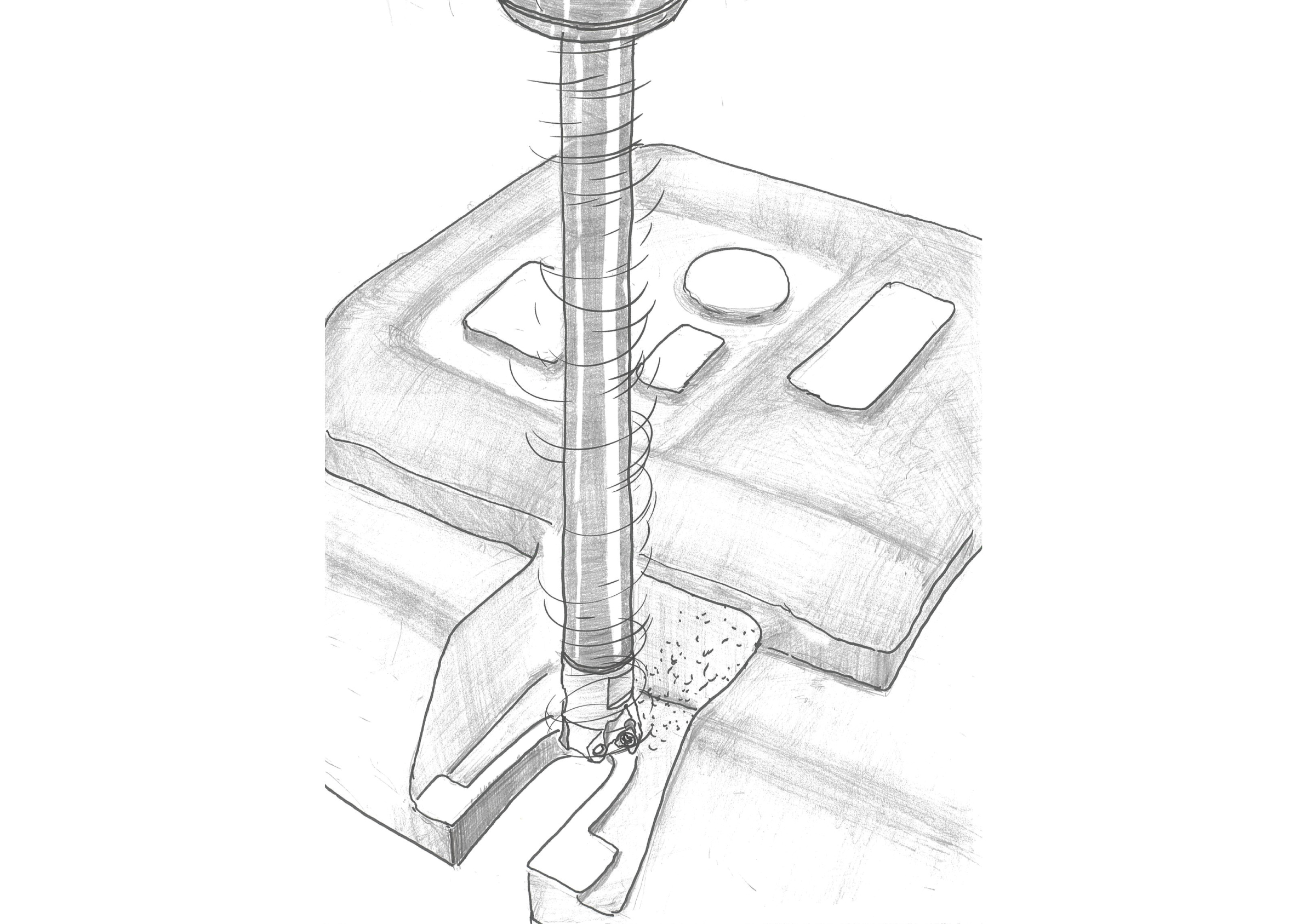
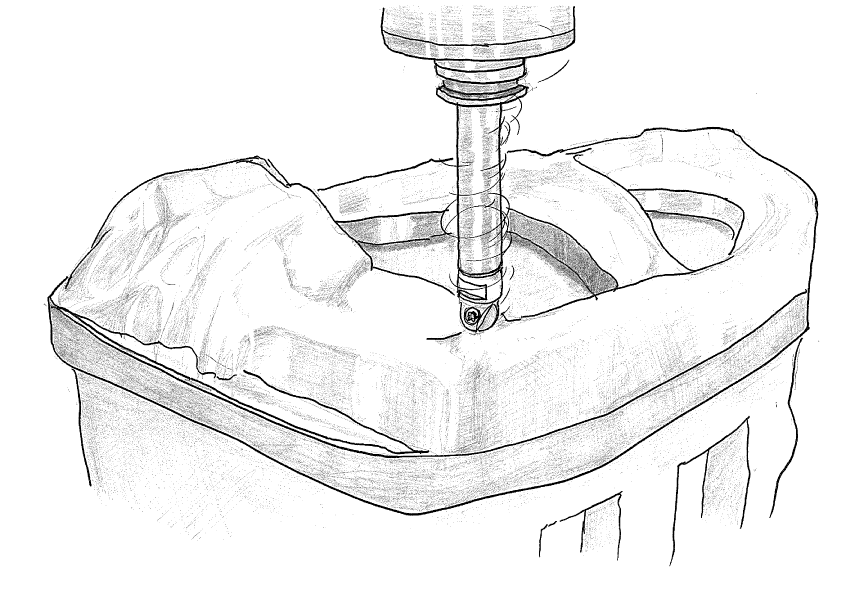
| ワーク | プレス金型(仕上げ加工) |
| 被削材 | 鋳物(FC250) |
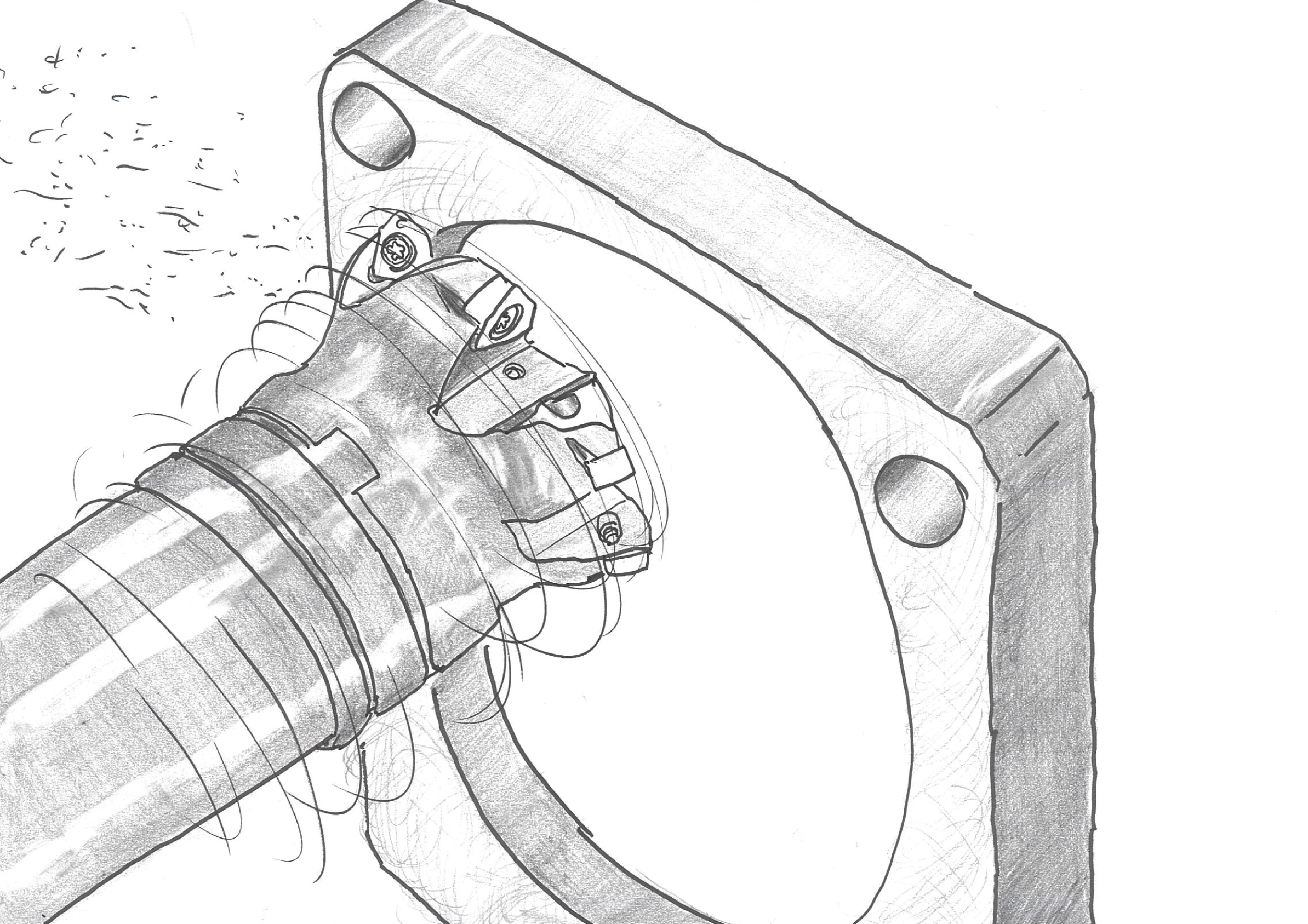
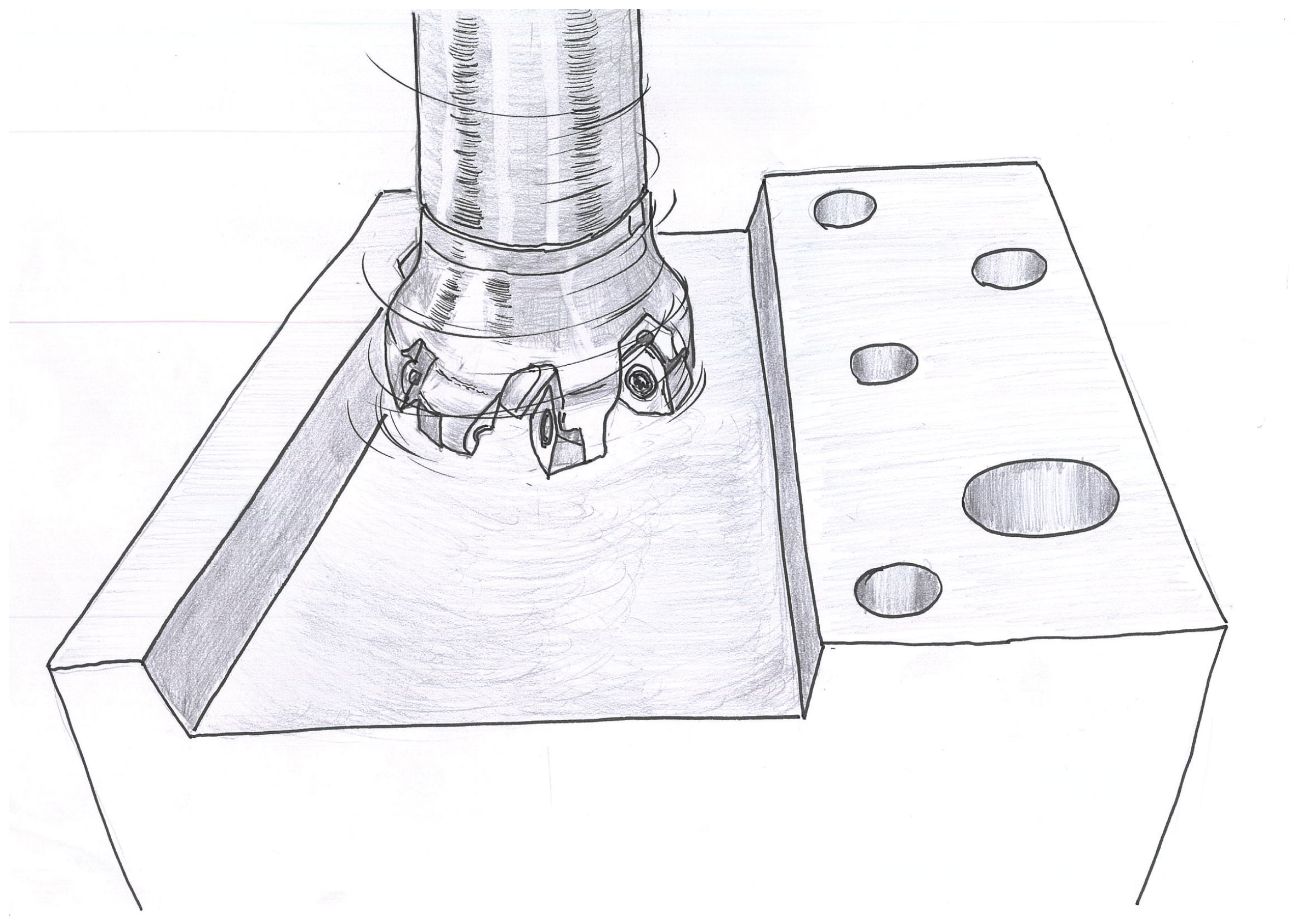
| 工具 | MBX-300-M16(Φ30・2N) |
| インサート | BNM-300(DH111) |
| 切削条件 | n=2,500 (min⁻¹) Vc=235.5 (m/min) Vf=1,000 (mm/min) ap=1 (mm) ae=0.7 (mm) Q=0.7 (cm³/min) 外部エアー |
改善結果
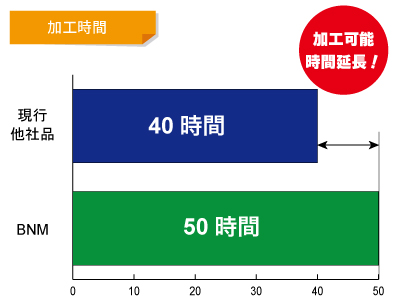
| ・加工能率向上 現行のスチールシャンクの工具では加工時間40時間で加工面NGであったが、頑固一徹+ミラーボールモジュラーヘッドタイプへの切り替えにより、加工時間50時間後も加工面良好の結果に。加工能率向上に成功! |
 |
ミラーボール