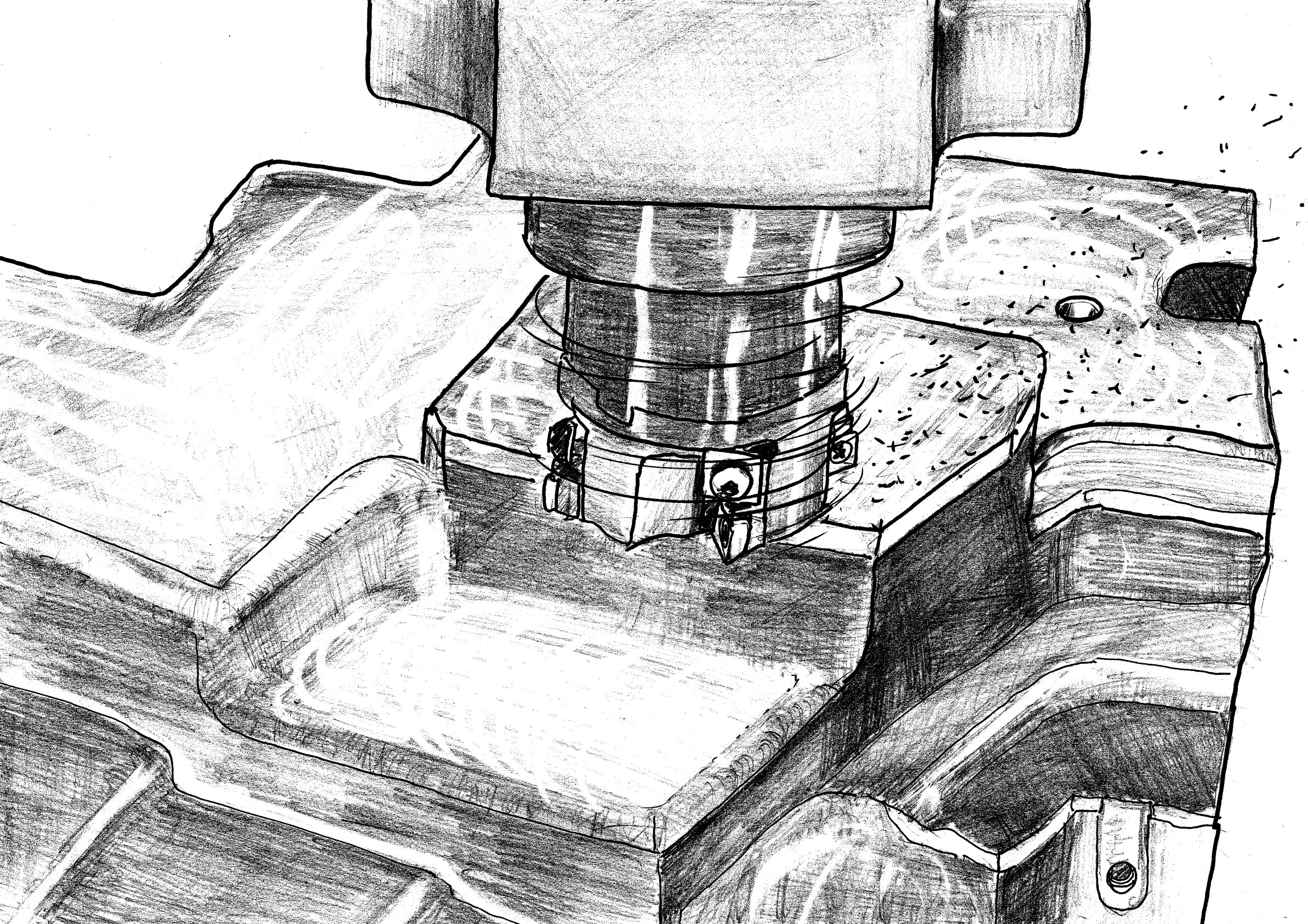
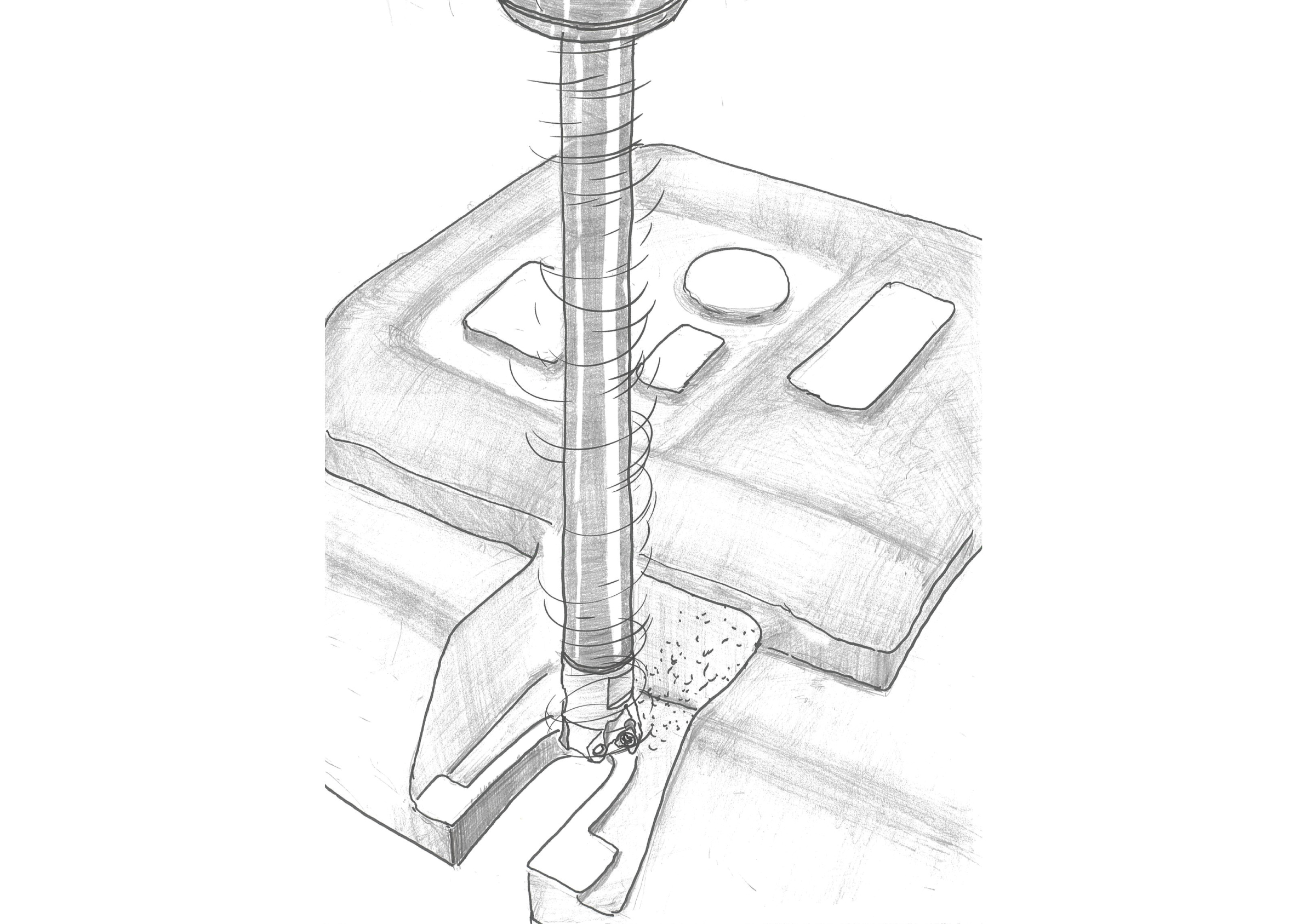
FCD500の切込みを上げた溝加工でも、長寿命かつ安定加工を実現。
課題
現行カッタでは切込み量を上げることができず、加工能率が上がらない。
部品加工ユーザ
| ワーク | 機械部品 |
| 被削材 | ダクタイル鋳鉄(FCD500) |
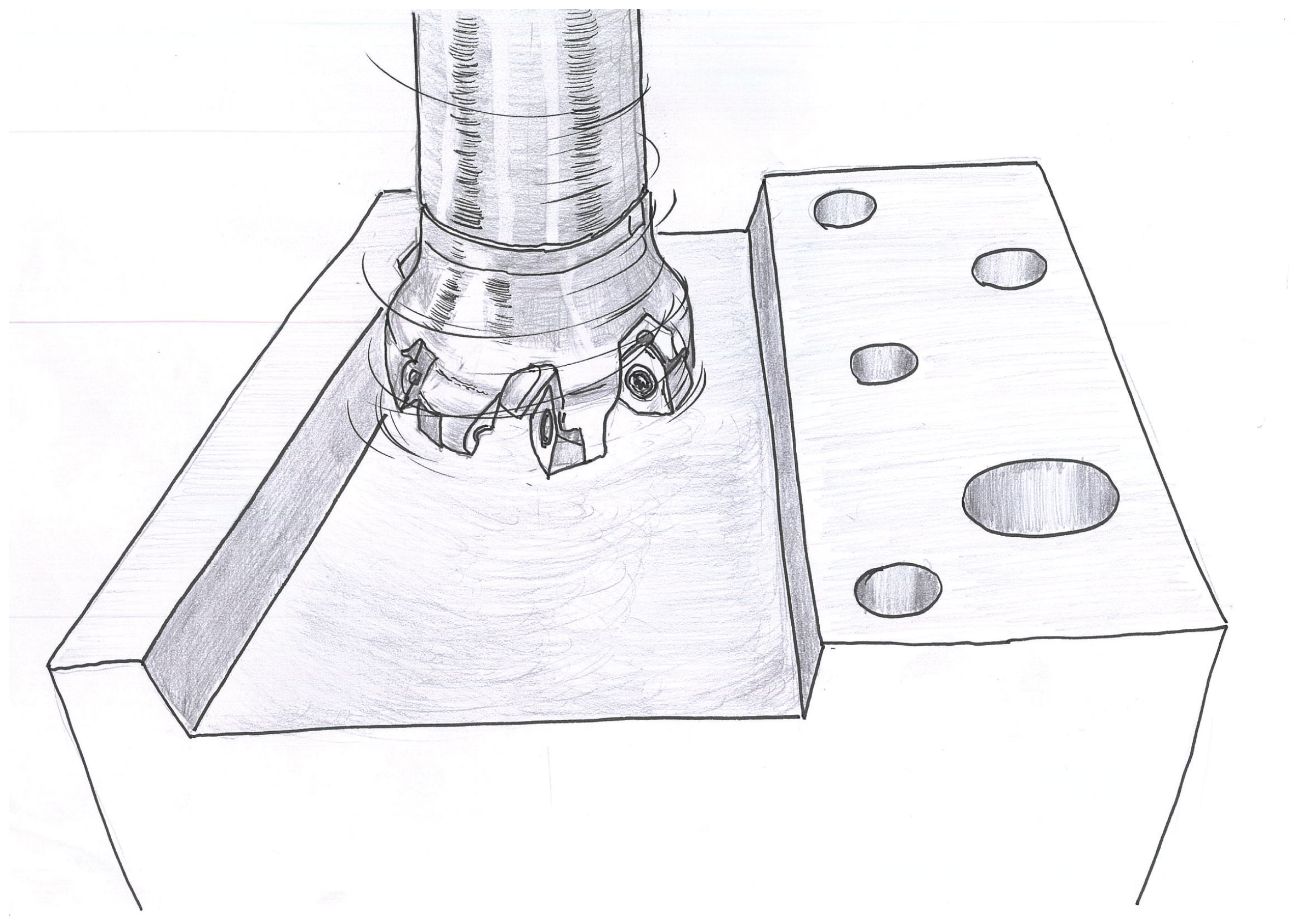
| 工具 | EXSIX-7100R(Φ100・7N) |
| インサート | YCMU090716ZER-PM(JC8050) |
| 切削条件 | n=410 (min⁻¹) Vc=129 (m/min) f=1.75 (mm/rev) Vf=720 (mm/min) ap=6 (mm) ae=100 (mm) Q=432 (cm³/min) |
改善結果
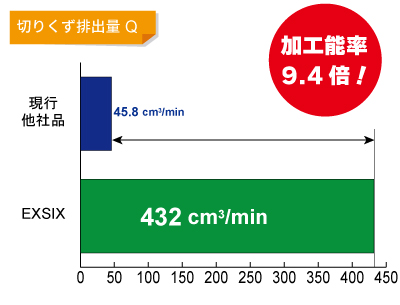
| ①加工能率向上 切込み量(ap)を6mmに上げて溝加工を行ったが、ロードメータ値も低く安定した加工を実現。 切りくず排出量 Q も 45.8→432.0(cm³/min)と9.4倍になり、加工能率大幅UP! ②加工能率向上 8ワーク加工後もインサート摩耗量が少なく、欠け等も見られなかった。インサートの長寿命化も実現し、採用決定! |
 |
ショルダー6