M12の下穴加工用をハイスドリルから置換!

課題
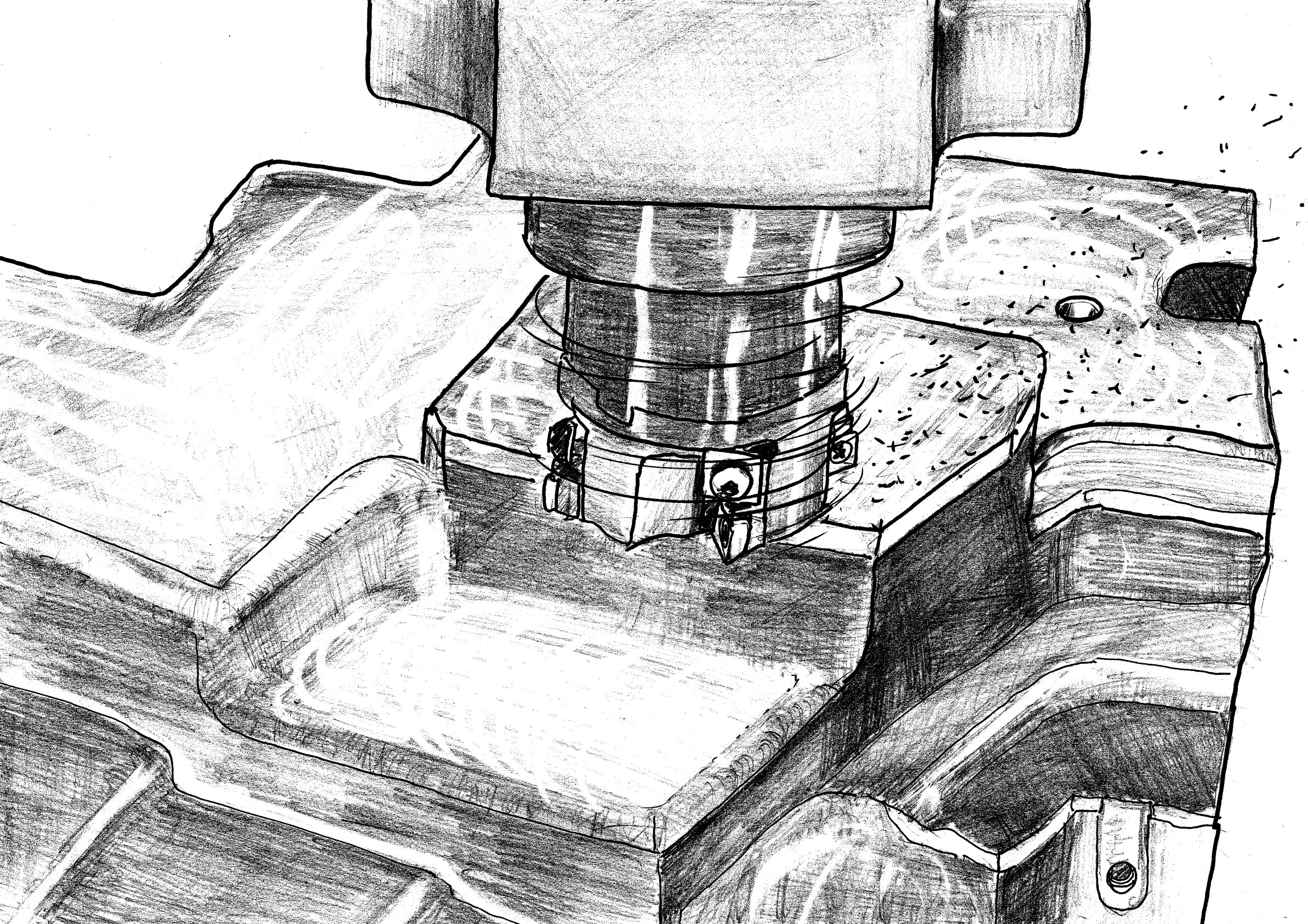
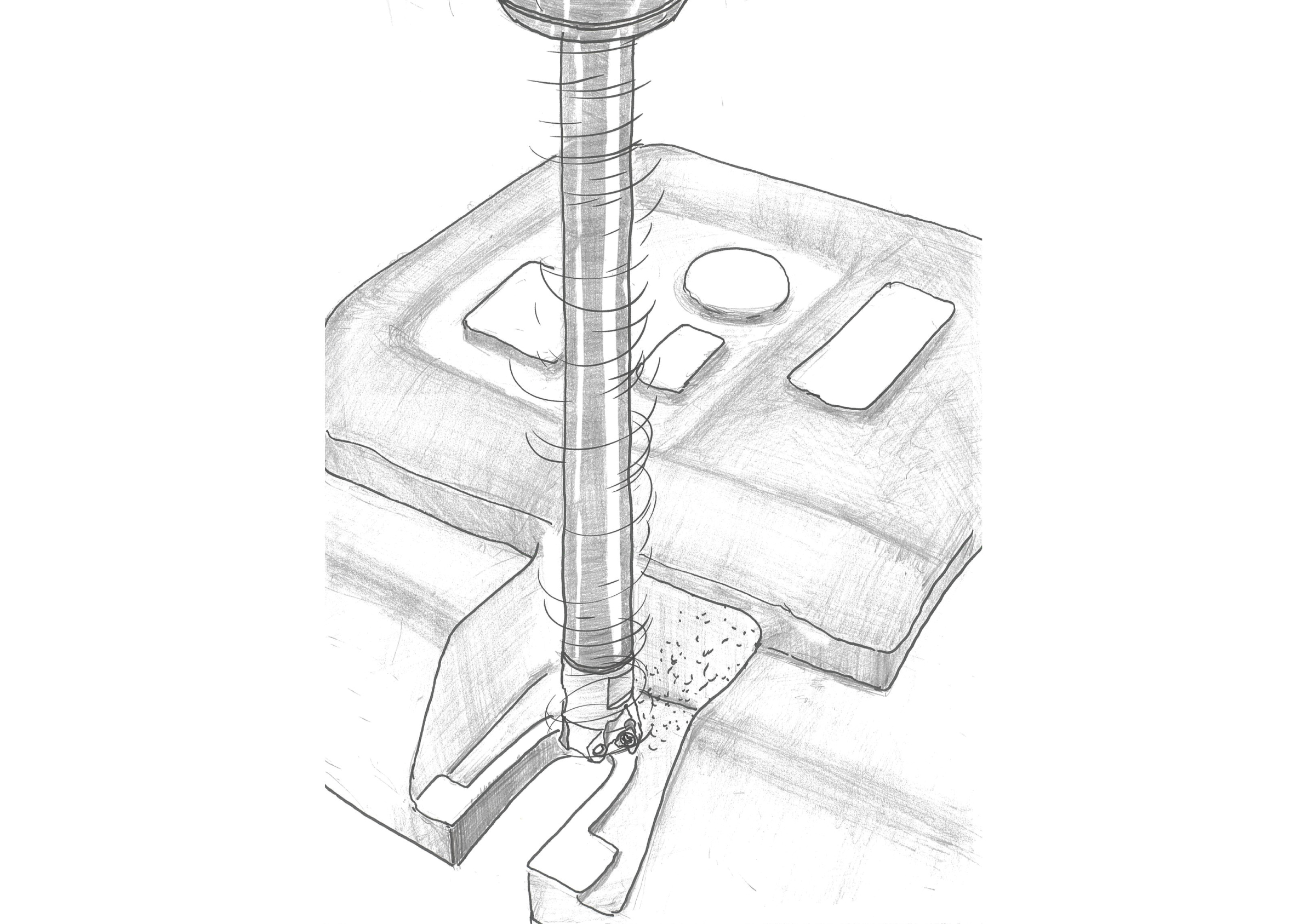
FCD540、突出し長さ160mmの加工において、ハイス工具ではセンタ穴加工が必要で、またステップ加工のため加工時間がかかっていた。
自動車ボディプレス型加工メーカー
| ワーク | プレス型 |
| 被削材 | ダグタイル鋳鉄(FCD540) |
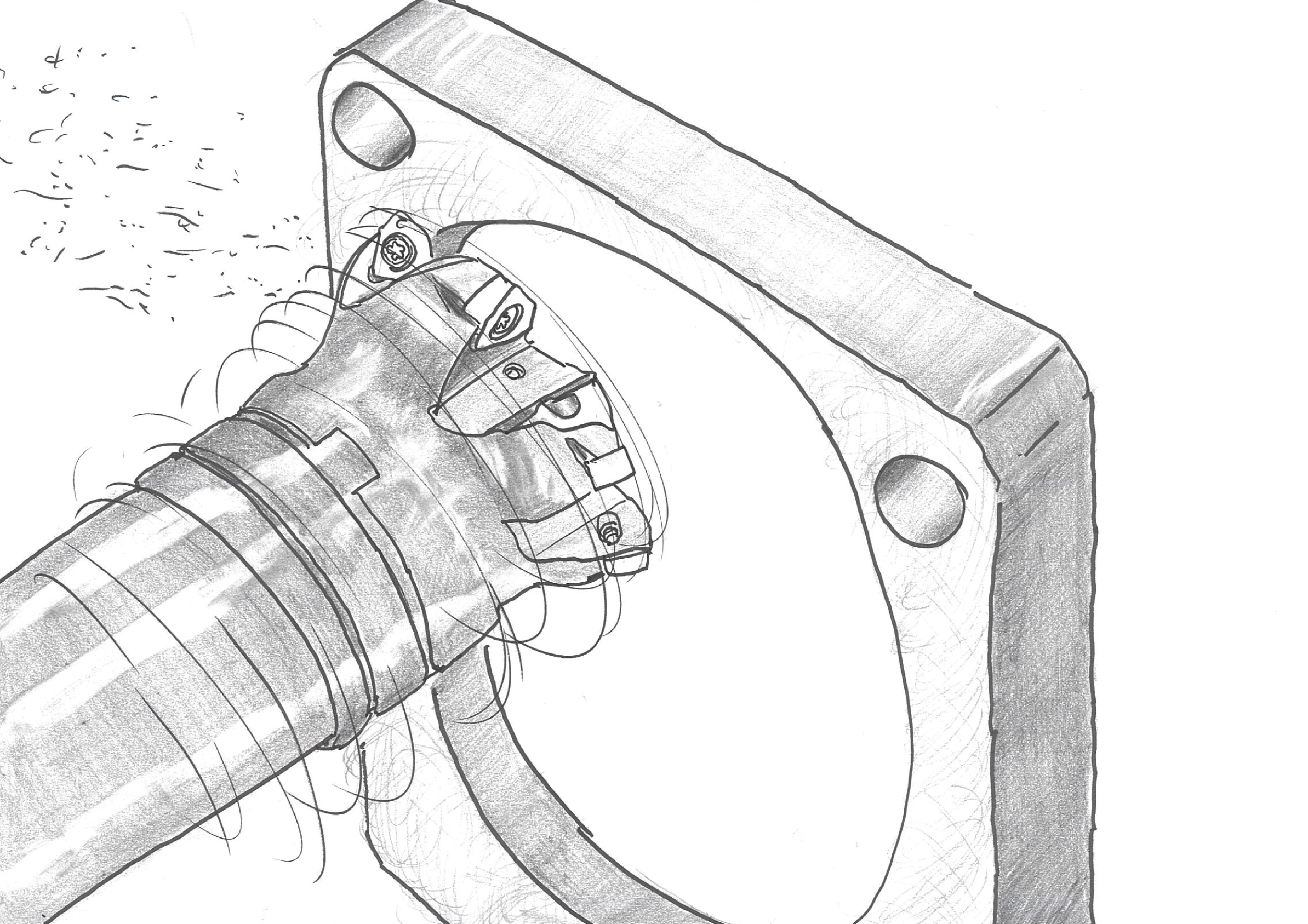
| 工具 | TTD1000MT1 |
| インサート | TTD1030(Φ10.3) |
| 切削条件 | n=620 (min⁻¹) Vc=170 (m/min) f=0.31 (mm/rev) Vf=1,000 (mm/min) ap=4 (mm) ae=65 (mm) Q=260 (cm³/min) 外部エアー |
改善結果
|
・工数低減 |
M12下穴加工用TAドリル