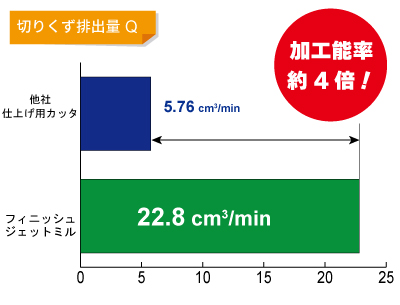
金型ベースの仕上げ加工で、加工能率4倍!
課題
金型ベース面の仕上げ加工において、要求される仕上げ面を確保するために
切込み量(ap)を0.03mmまで下げる必要があり、加工に時間がかかっている。
金型加工メーカー
| ワーク | 金型ベース |
| 被削材 | ダクタイル鋳鉄(FCD450) |
| 工具 | FJM-4200R(Φ200) |
| インサート | SDHW1504ADFN-W1(仕上刃) SPHW1203ZPTR(荒刃) |
| 切削条件 | n=190 (min⁻¹) Vc=119.3 (m/min) f=5 (mm/rev) Vf=950 (mm/min) ap=0.15 (mm) ae=160 (mm) Q=22.8 (cm³/min) |
改善結果
| ・加工能率改善 切込み量を高めても超仕上げ加工が可能な「フィニッシュジェットミル」を提案。 荒刃と仕上刃の組み合わせ設計の効果により切込み量(ap)を0.15まで引き上げた条件でも良好な加工面を実現。生産性向上への貢献が評価され、採用が決定した。 |
 |