矯正穴の加工でソリッドドリルからのTA化に成功!コスト低減と長寿命化を実現!
課題
工具にかかるコストを削減したい。
下穴の曲がり矯正が難しい。
部品加工ユーザ
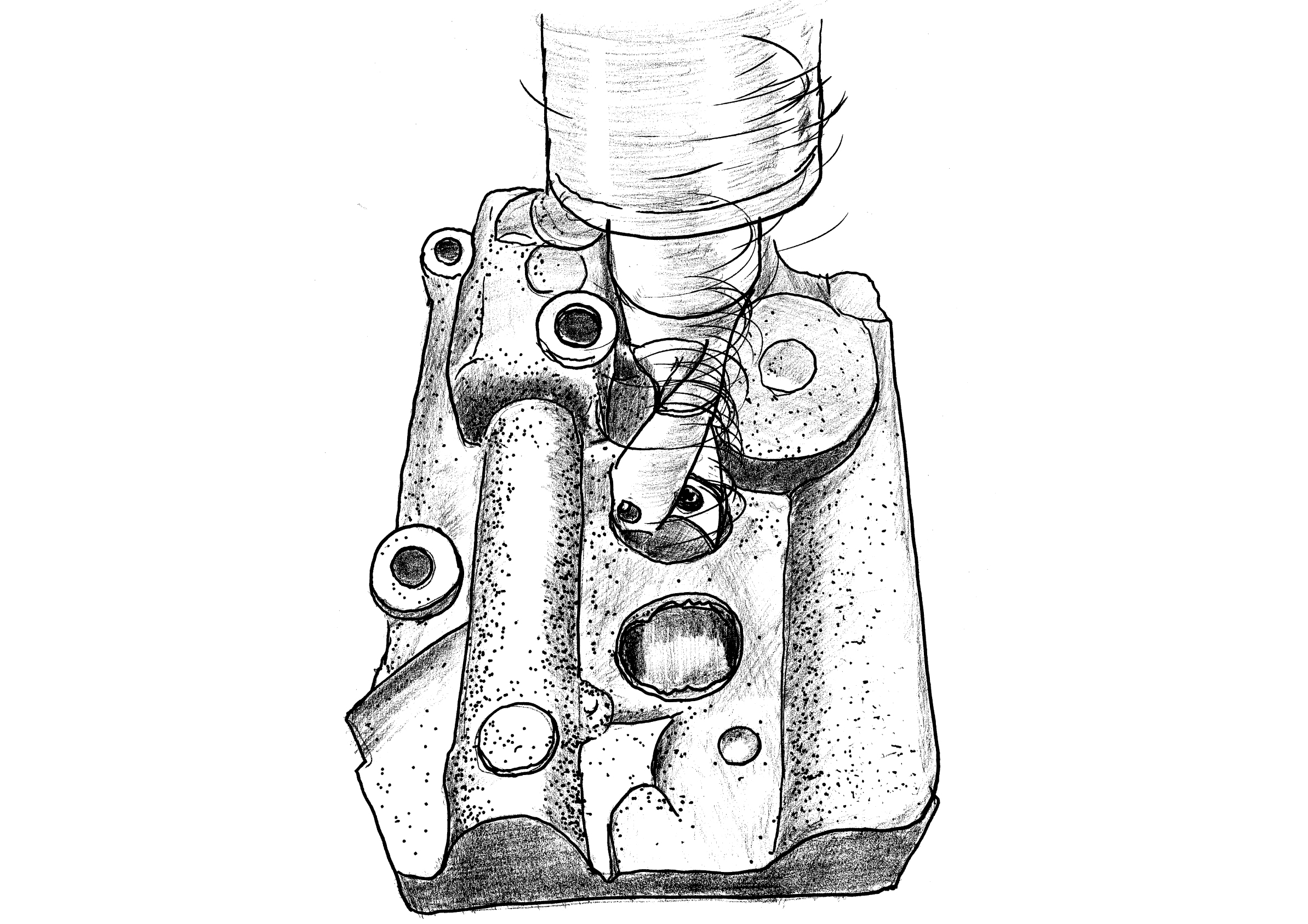
| ワーク | エンジンケース |
| 被削材 | 球状黒鉛鋳鉄(FCD450) |
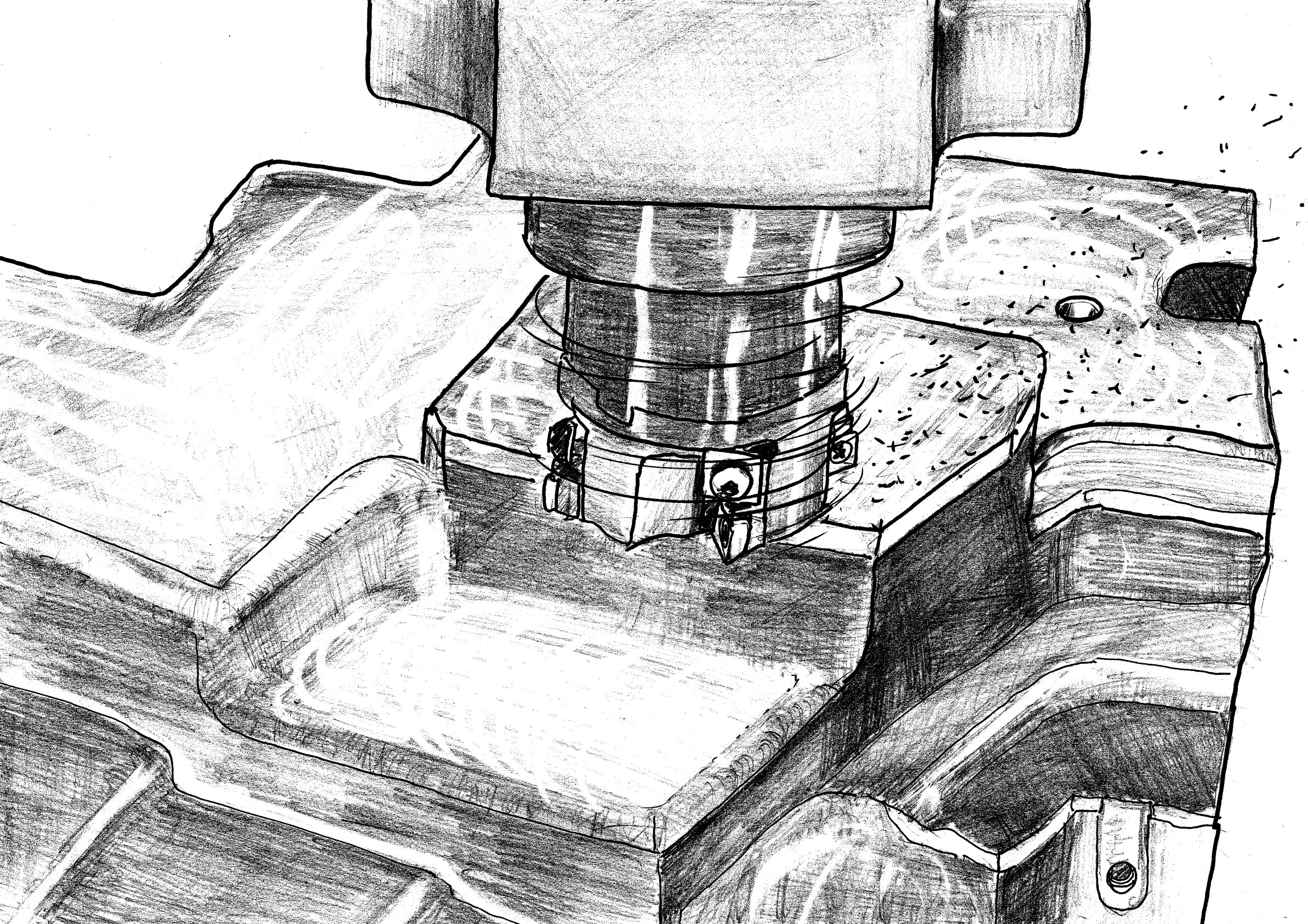
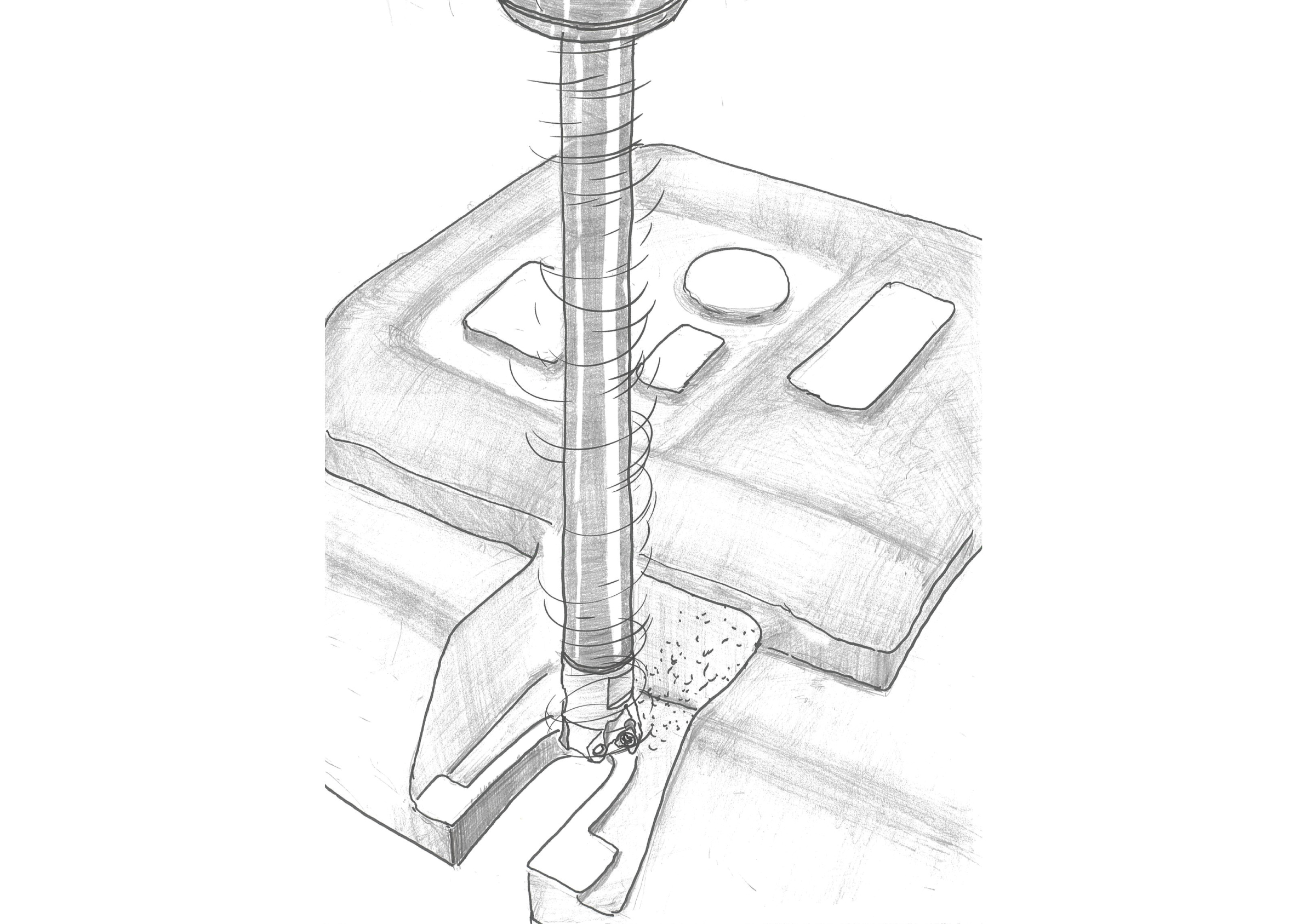
| 工具 | TLZD2400S32-SS(Φ24) |
| インサート | TLZD2400S32-SS(Φ24) |
| 切削条件 | n=900 (min⁻¹) Vc=68 (m/min) f=0.1 (mm/rev) Vf=90 (mm/min) 穴あけ深さ 10mm 止め穴(座ぐり加工) 外部給油(水溶性) |
改善結果
| ①コスト削減 ソリッドドリルからのTA化により、コスト削減に成功。 また、1,000穴加工後も摩耗がほとんどなく、長寿命化も実現! ②直進性◎ 下穴の曲がり矯正の加工は難易度が高いとされているが、直進性に優れるTAタイラードリルなら問題なし。 |
TAタイラードリル