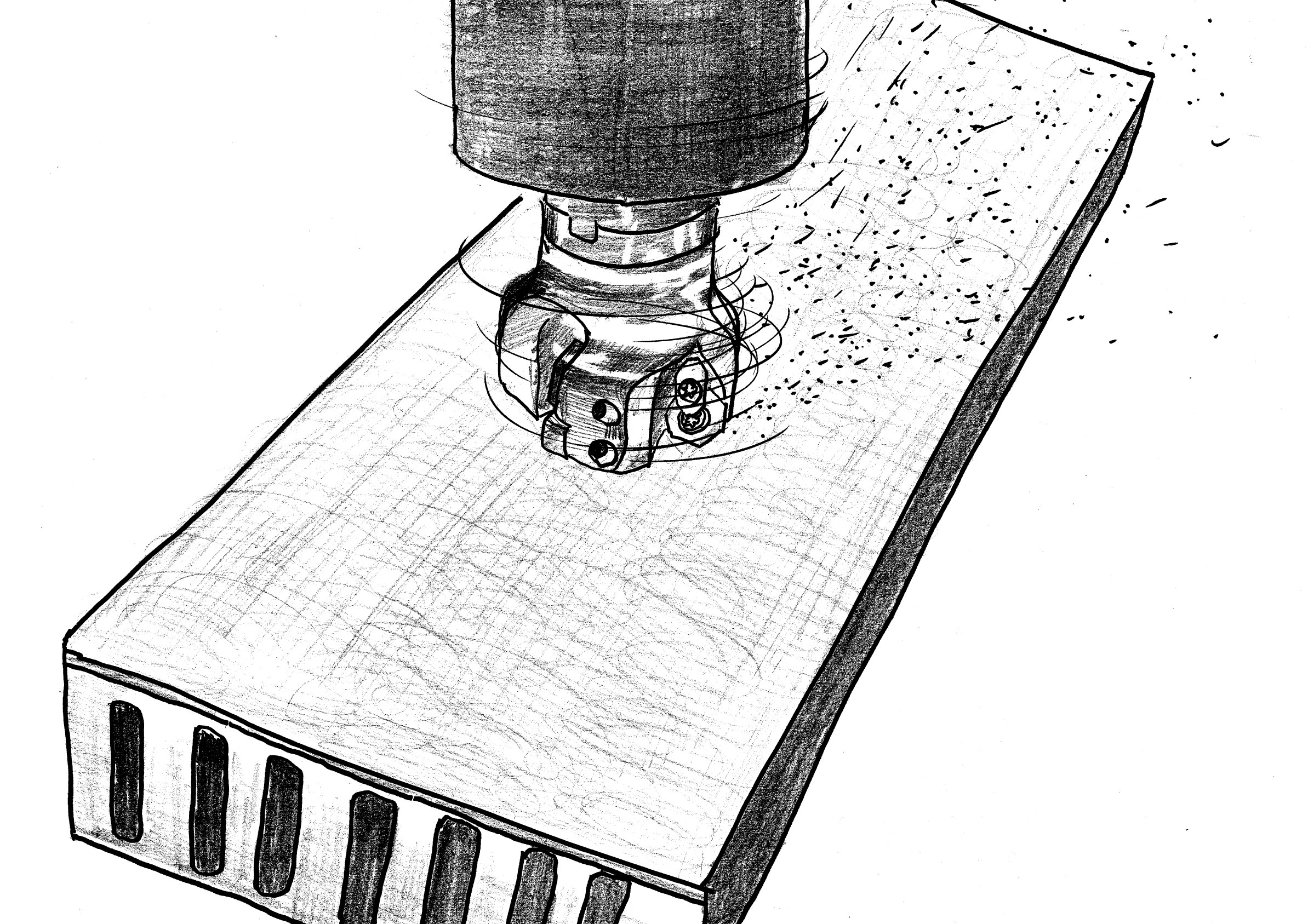
円筒面のトンボ穴加工で62,000穴を達成!穴の位置ズレもなし!
課題
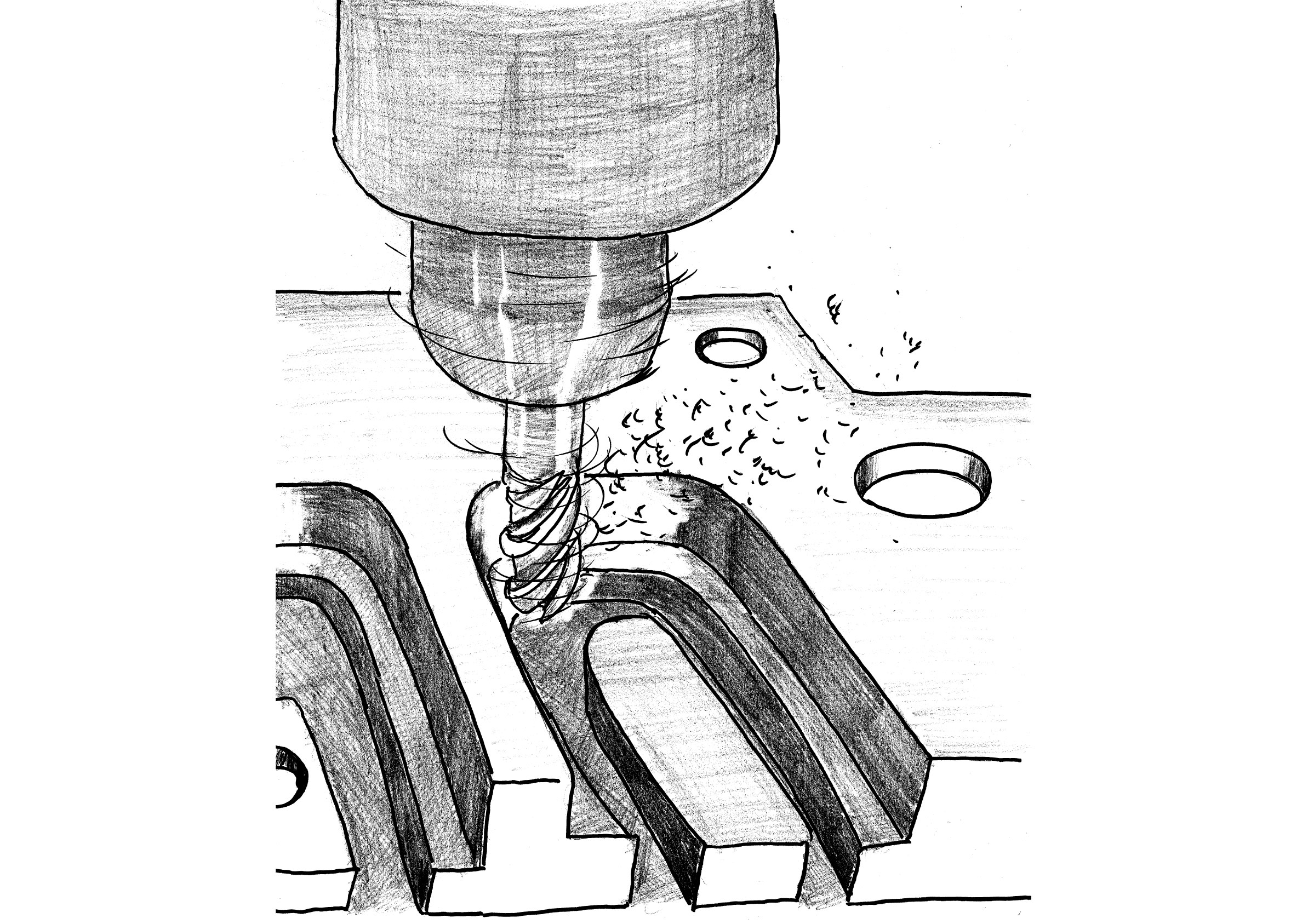
両側からあけた穴が綺麗に繋がらない。
現行品では、工具の摩耗が進行するたびに穴径の拡大や位置ズレが発生する。
自動車部品加工ユーザ
| ワーク | 円筒部品 |
| 被削材 | SCM440 |
| 工具 | EZN2D0400S03 |
| インサート | ZNGU170908ZER-PM(JC8118) |
| 切削条件 | n=7,000 (min⁻¹) Vc=22 (m/min) f=0.02 (mm/rev) Vf=140 (mm/min) 貫通穴 2mm 外部給油(水溶性) |
改善結果
|
①穴の位置ズレ・穴径拡大なし! |
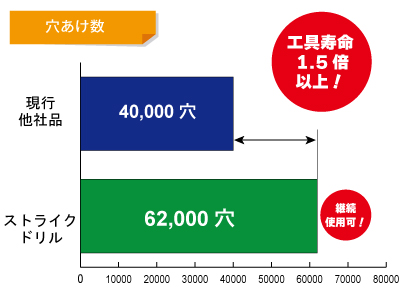 |
ストライクドリル