エンドミルの座ぐり加工の切りくずトラブルを改善!無人化・TA化で加工コストを大幅削減!
課題
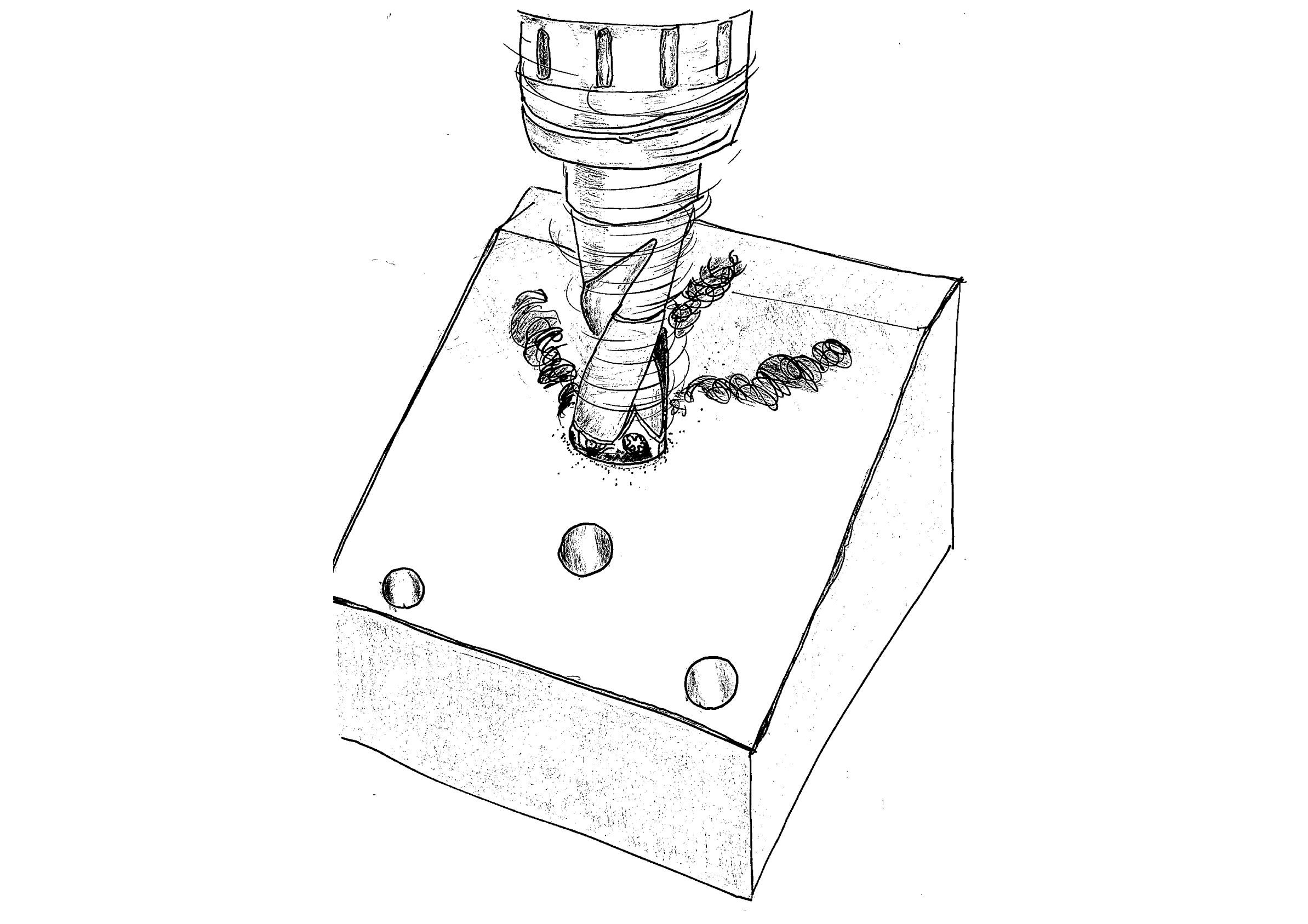
ソリッドエンドミルによる座ぐり加工では、切りくずが分断されず本体に巻き付く。
巻き付いた切りくずの確認、除去のため、有人加工せざるを得ない。
部品加工ユーザ
| ワーク | 機械部品 |
| 被削材 | プリハードン鋼 |
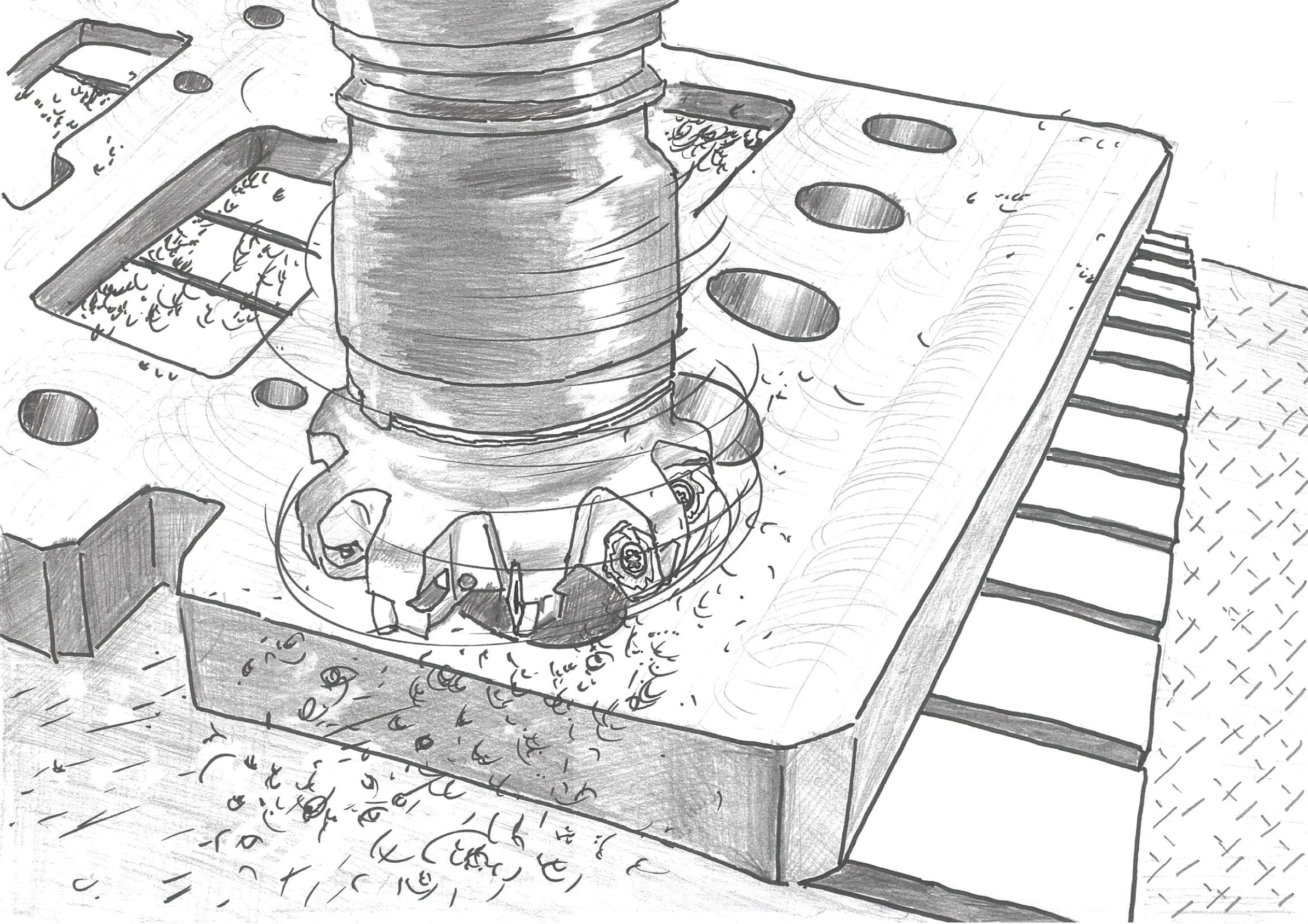
| 工具 | TLZD2500S32-SS(Φ25) |
| インサート | TLZ2500(JC7550) |
| 切削条件 | n=450 (min⁻¹) Vc=35 (m/min) f=0.055 (mm/rev) Vf=50 (mm/min) 穴あけ深さ 16 (mm) ステップ加工あり(2mm) 内部給油・水溶性 |
改善結果
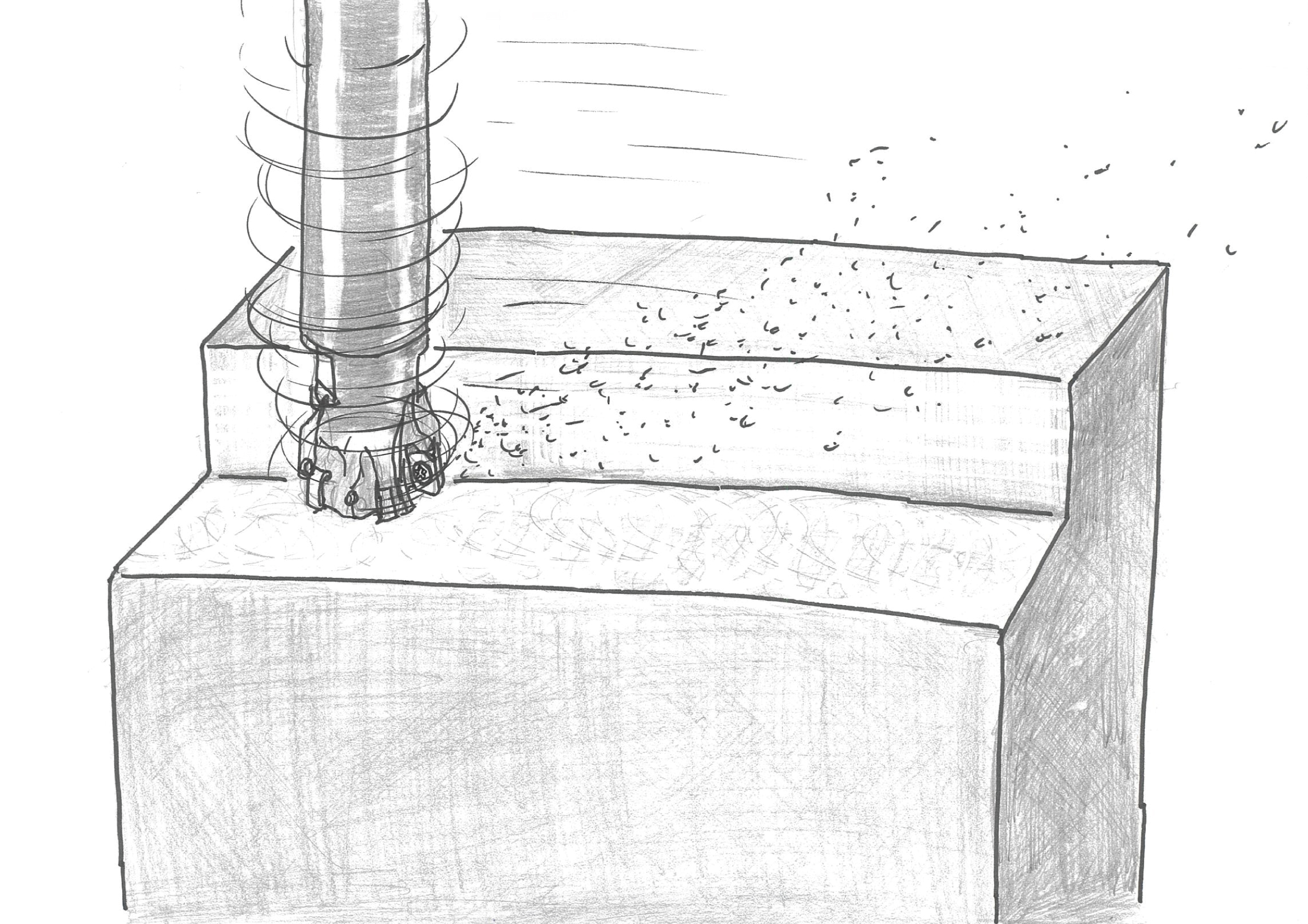
| ①切りくず問題解決 ステップ加工を取り入れることで切りくずの分断が可能になり、機械の無人運転が可能に! ②工具費用削減 ソリッドエンドミル→TAドリルへの切り替えにより、工具費用大幅削減。摩耗も少なく、寿命もアップ! |
TAタイラードリル