側面加工時に段差のない仕上がり面を実現し、工程を削減!
課題
現行カッタでは側面加工時に段差が発生。
エンドミルでの仕上げ加工のため、加工時間・加工費が増加。
部品加工ユーザ
| ワーク | 橋梁支承 |
| 被削材 | 鋳鋼 |
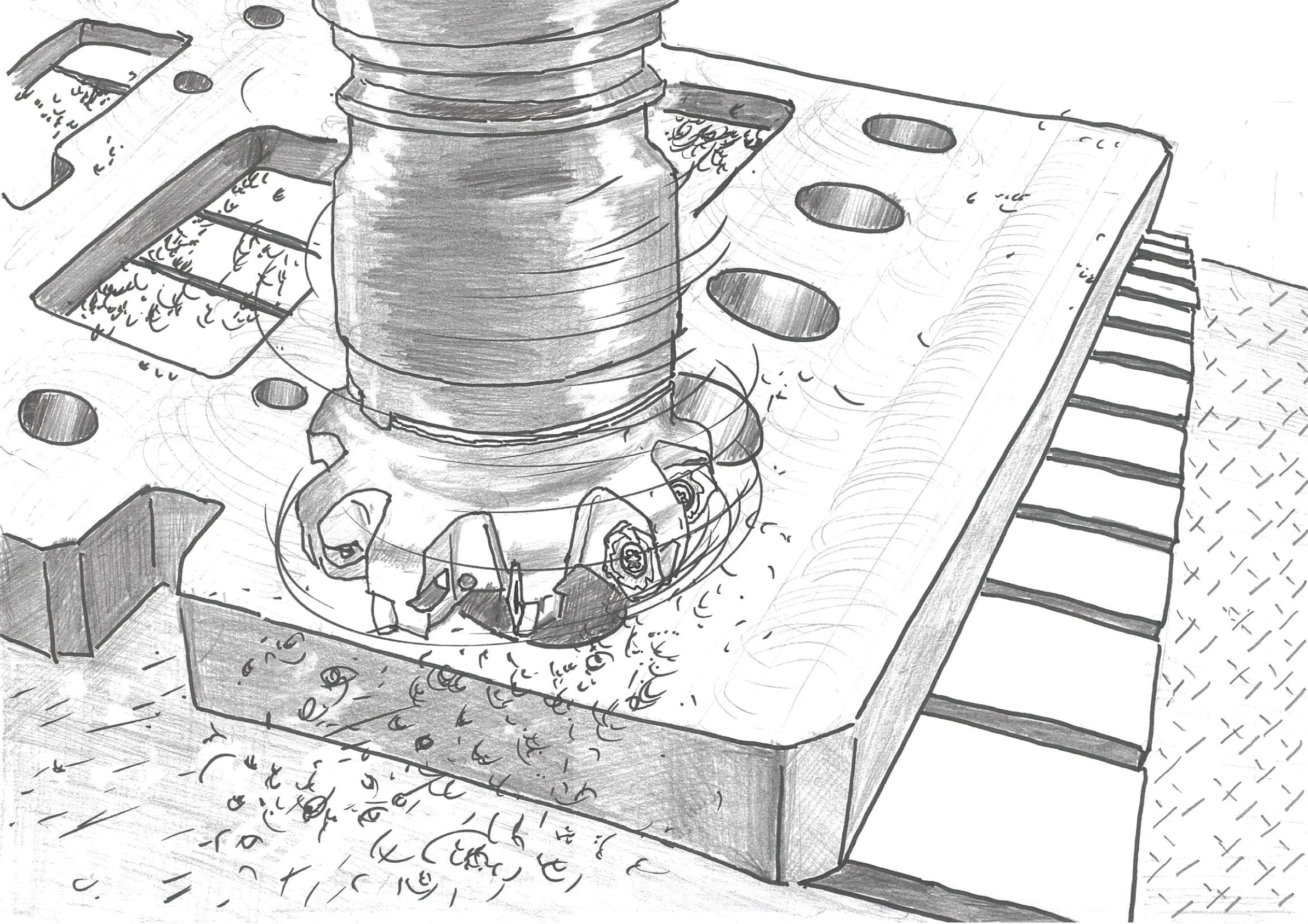
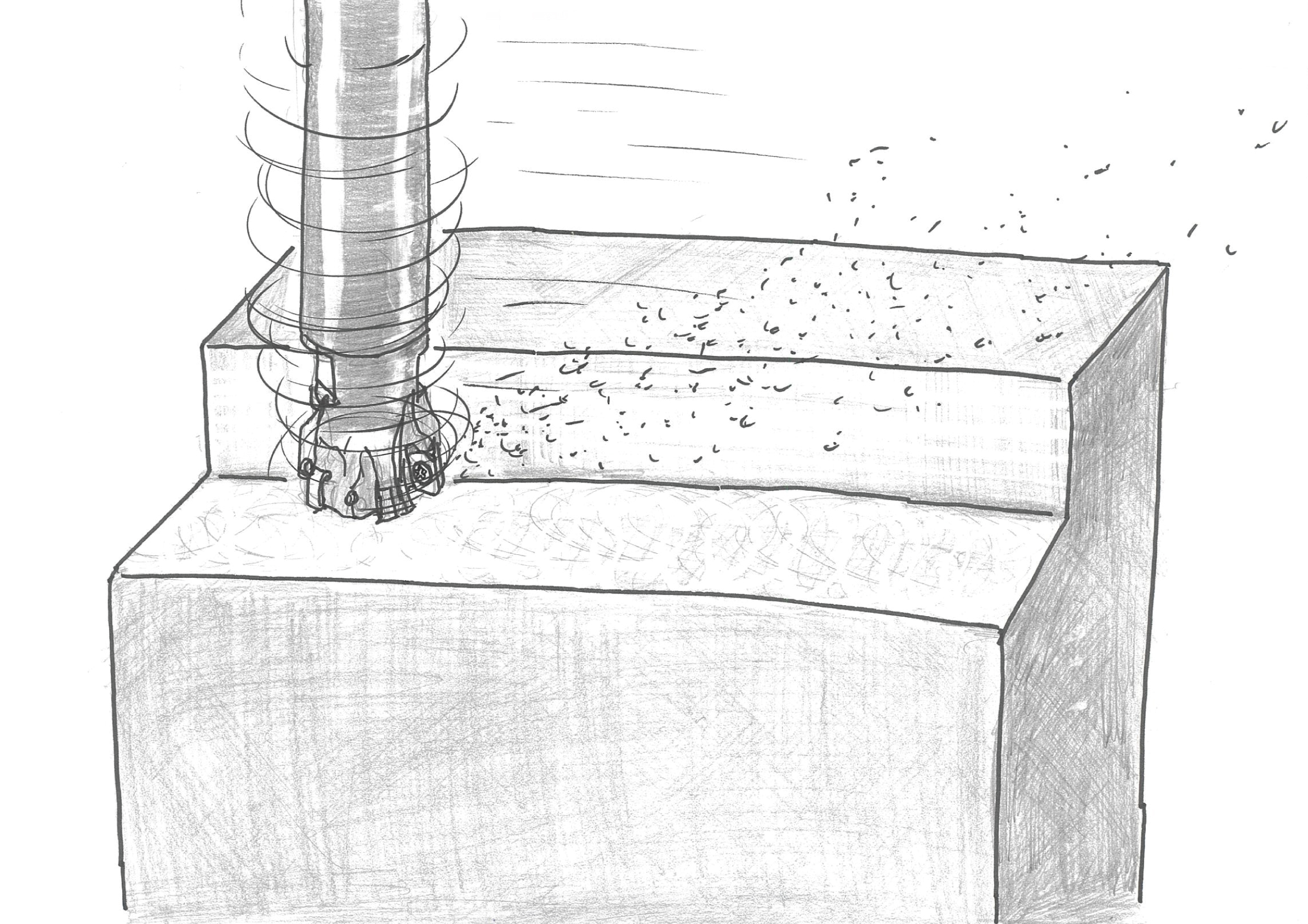
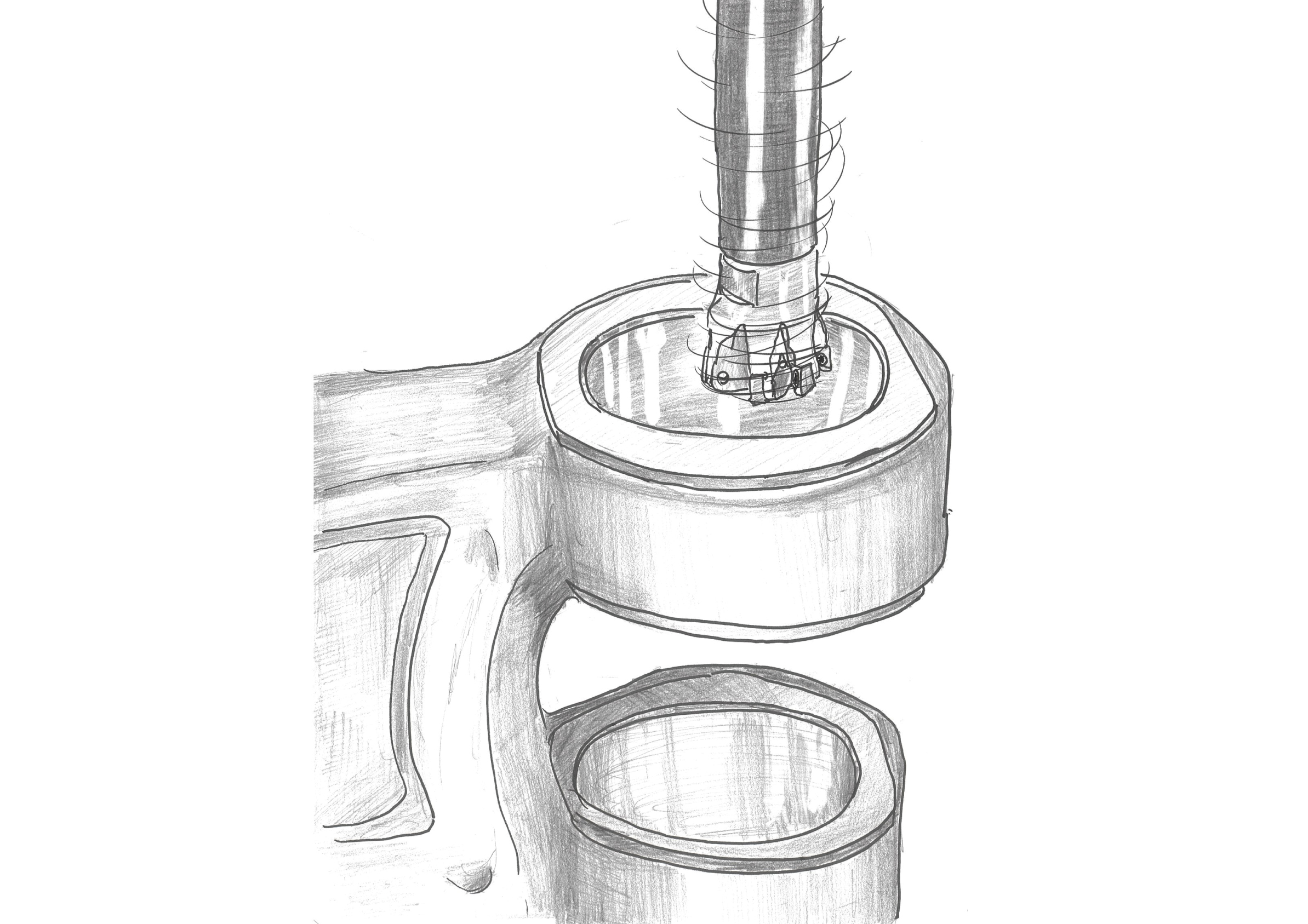
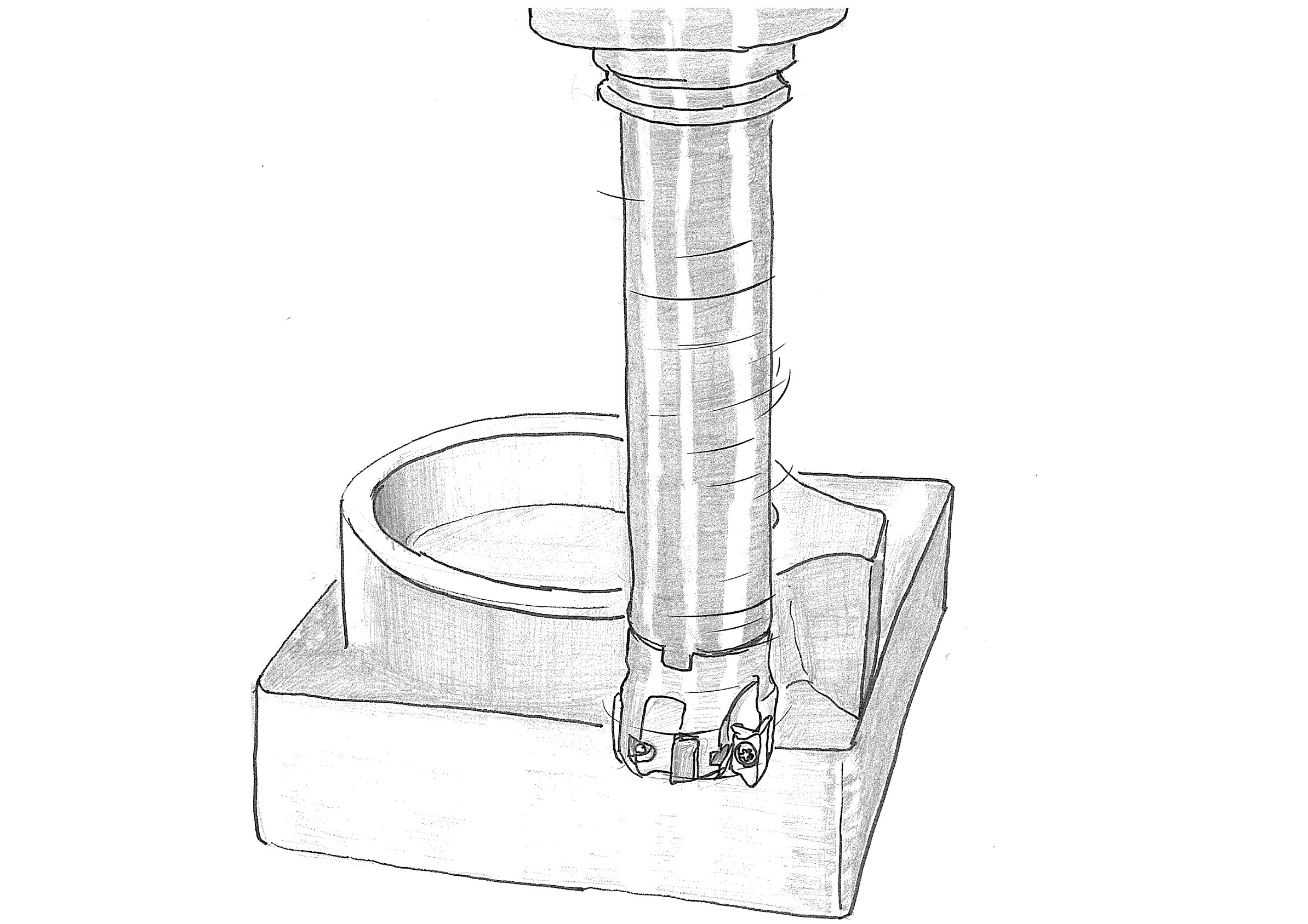
| 工具 | EXSAP-5050R-22(Φ50・5N) |
| インサート | ZNGU170908ZER-PM(JC8118) |
| 切削条件 | n=950 (min⁻¹) Vc=150 (m/min) f=1.47 (mm/rev) Vf=1,400 (mm/min) ap=10 (mm) ae=1 (mm) |
改善結果
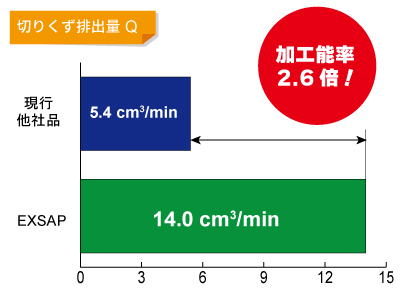
| ①工程集約 現行のカッタでは加工面に段差が発生し、 エンドミルでの仕上げ加工が必要であった が、EXSAPでは良好な加工面を実現し、 仕上げ工程の短縮に成功! ②加工能率向上 送り速度 Vf は、270→1,400 (mm/min)に。切りくず排出量 Q も 5.4→14.0 (cm³/min)と2.6倍になり、加工能率大幅UP! |
 |
ショルダーエクストリーム11タイプ