仕上げ加工でのミラーラジアスへの切り替えで、加工能率5倍の改善を実現!
課題
現行のソリッドエンドミルでは、工具費がかさんでいる。
1ワークあたり2~3時間の加工時間がかかっており、これを短縮したい。
部品加工ユーザ
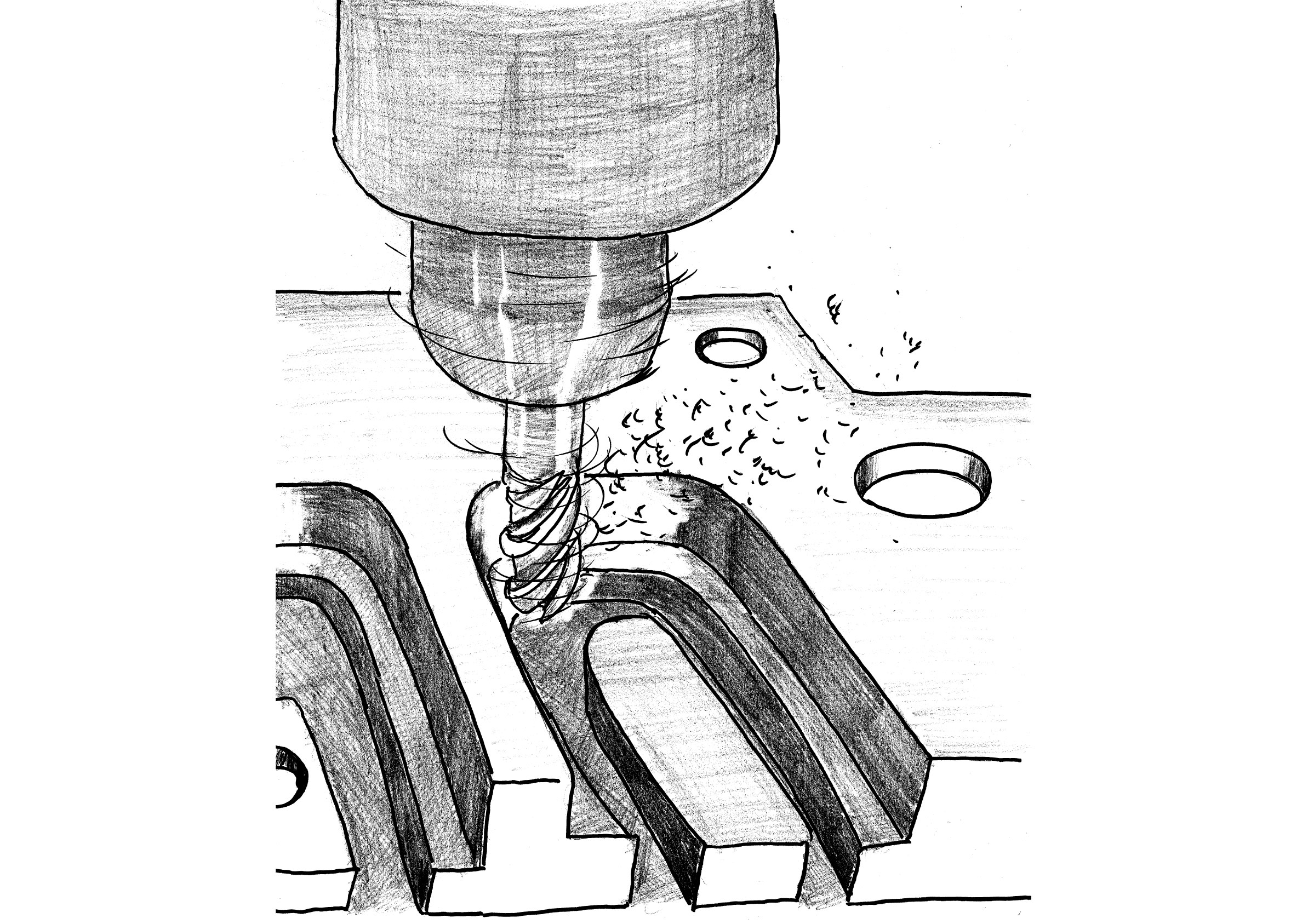
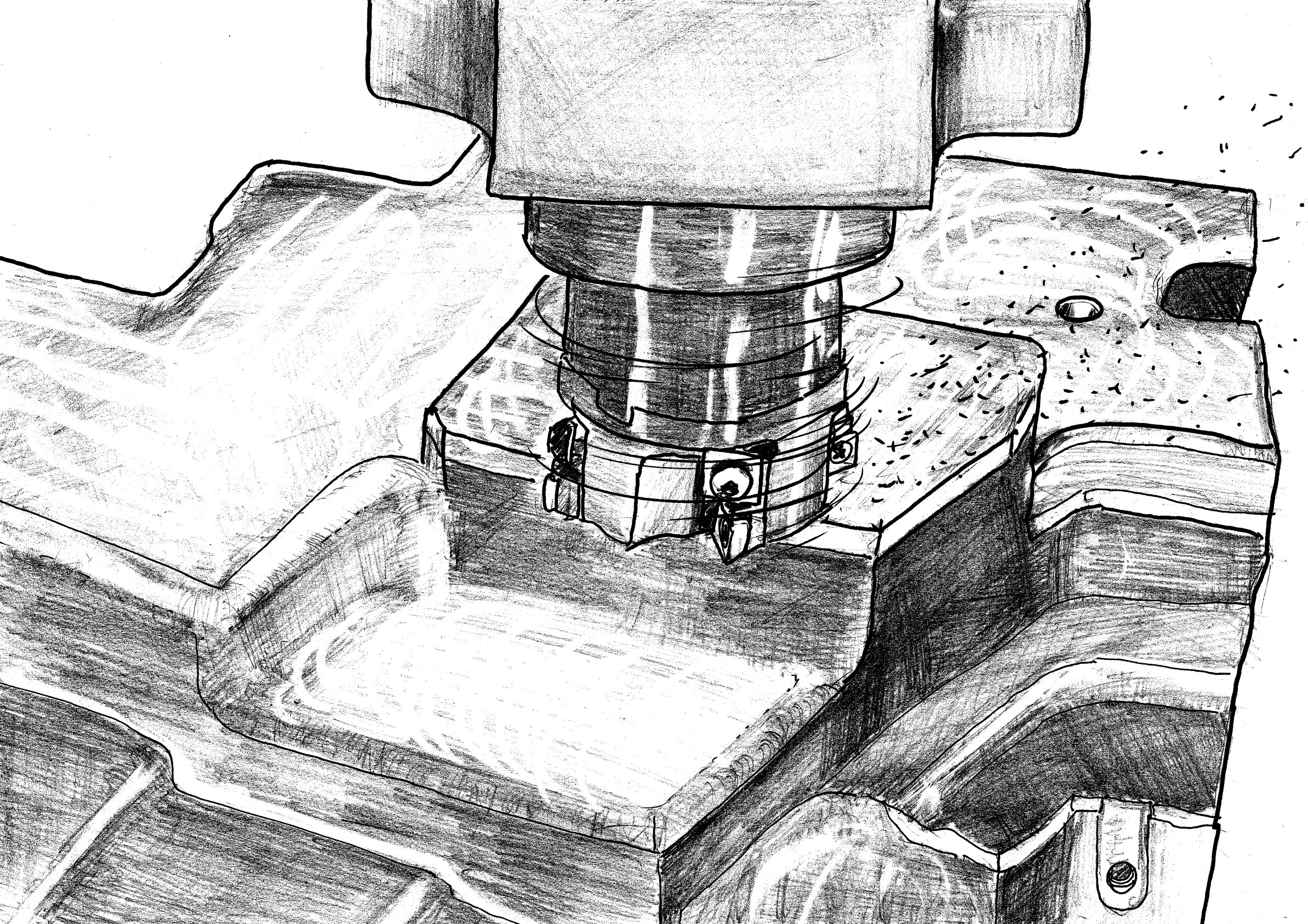
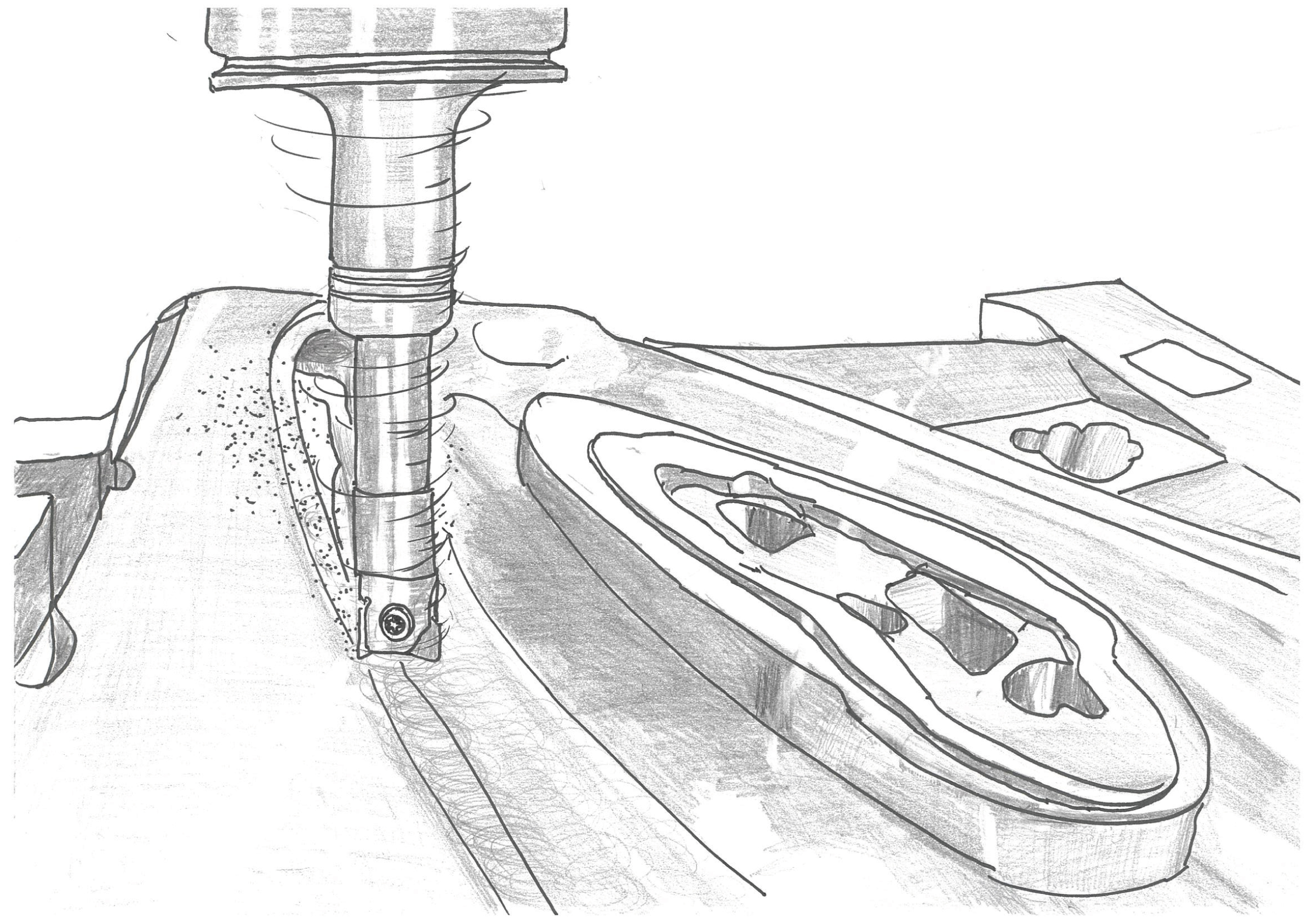
| ワーク | プレス型 |
| 被削材 | 工具鋼(SKD11 生材) |
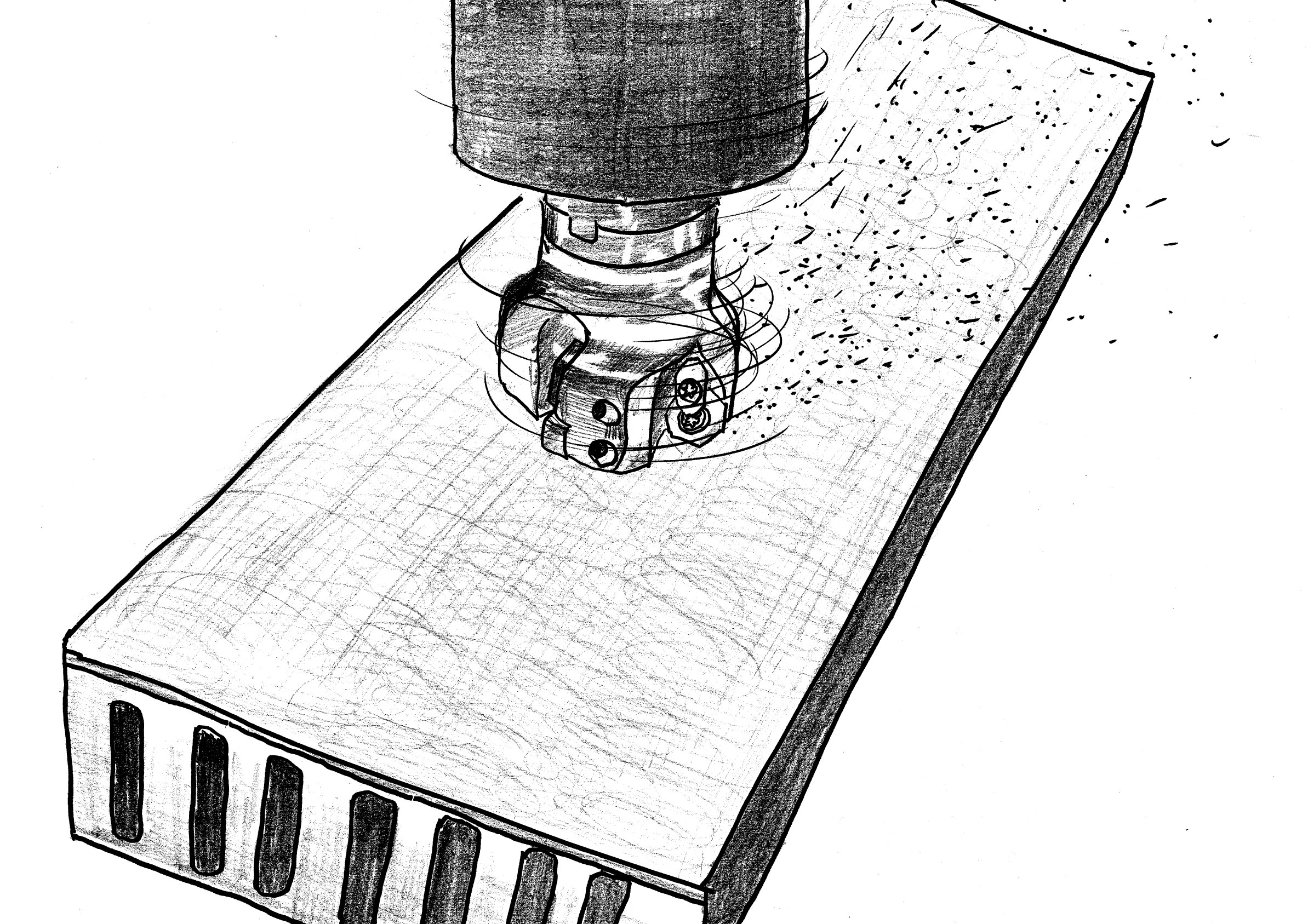
| 工具 | RNMM-060030U-S06C(Φ6・2N) |
| インサート | FRM-060-R05(JC8015) |
| 切削条件 | n=8,000 (min⁻¹) Vc=150 (m/min) f=0.2 (mm/rev) Vf=2,000 (mm/min) ap=0.1 (mm) ae=0.2 (mm) Q=0.04 (cm³/min) 外部給油・エアブロー |
改善結果
| ①高能率化 現行のソリッドエンドミルと比較して、送り速度 Vf が 800→2,000(mm/min)と2.5倍に。それによって切りくず排出量 Q も、0.008→0.4(cm³/min)に。加工能率5倍と大幅能率改善! ②工具コスト削減 現行のソリッドエンドミルからのTA化に成功。工具コストの削減を達成! |
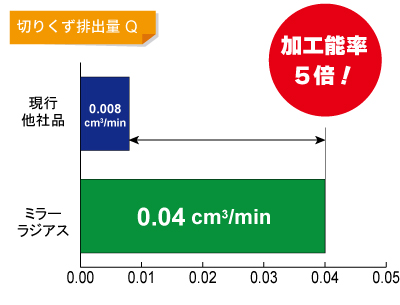 |
ミラーラジアス