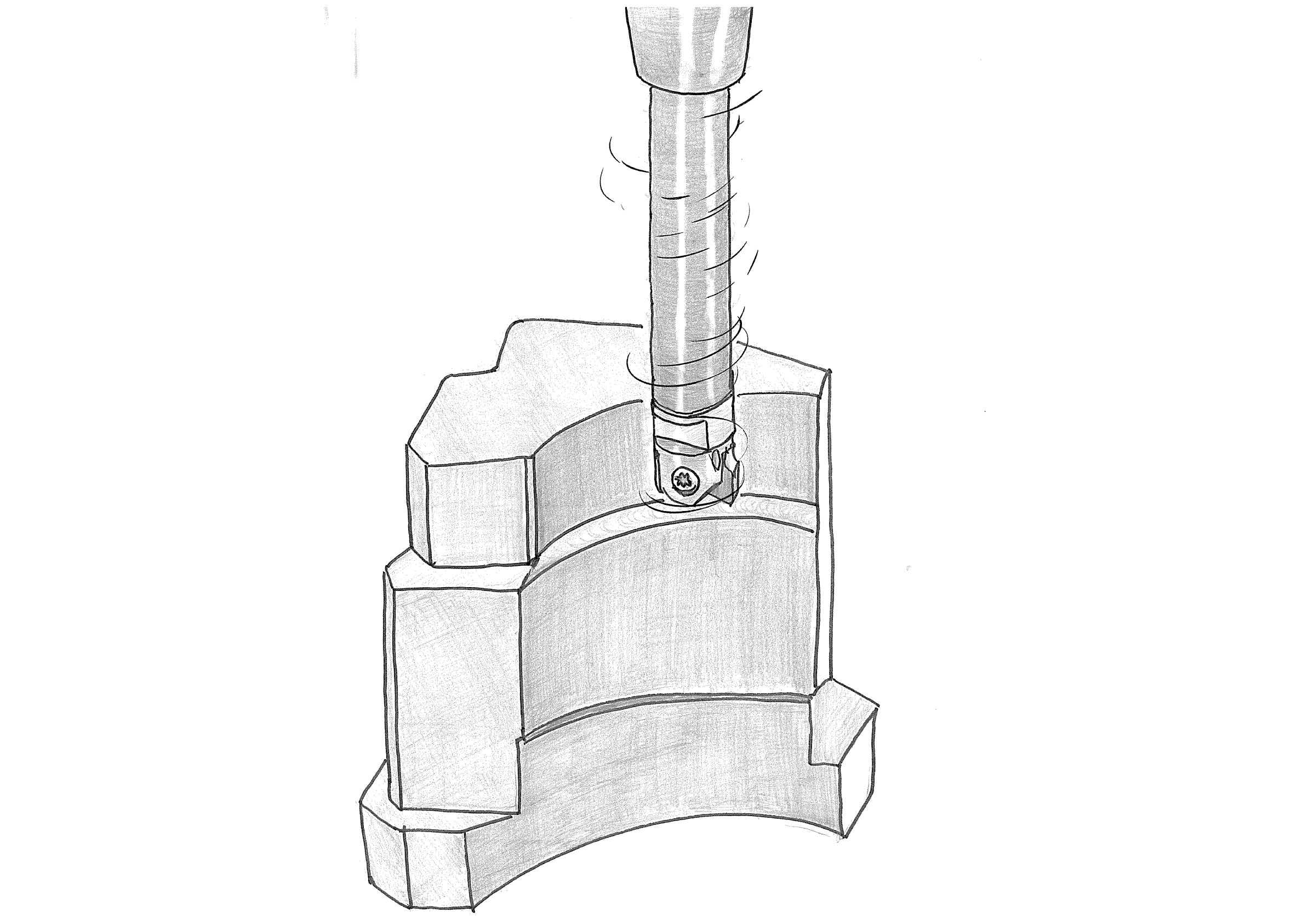
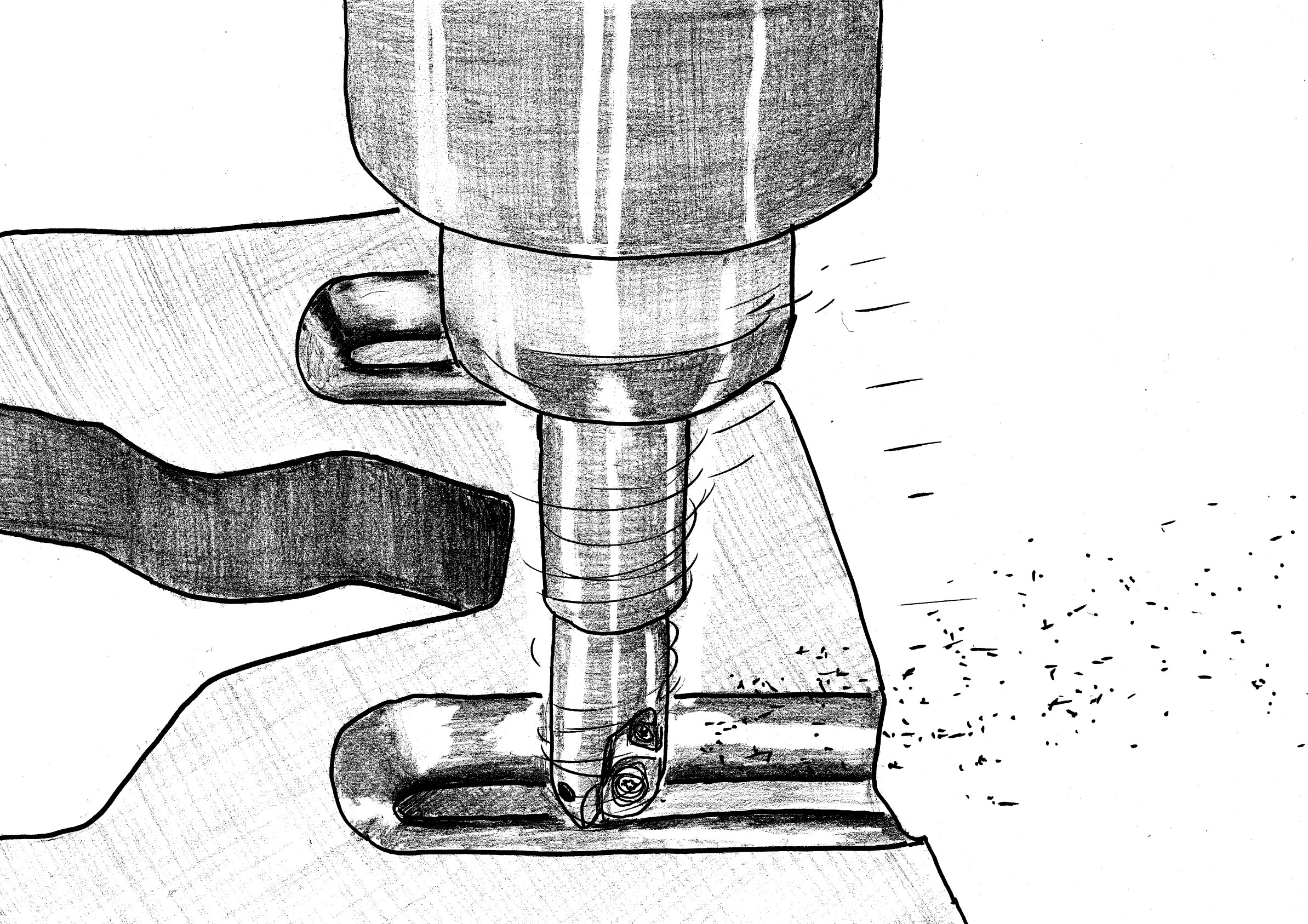
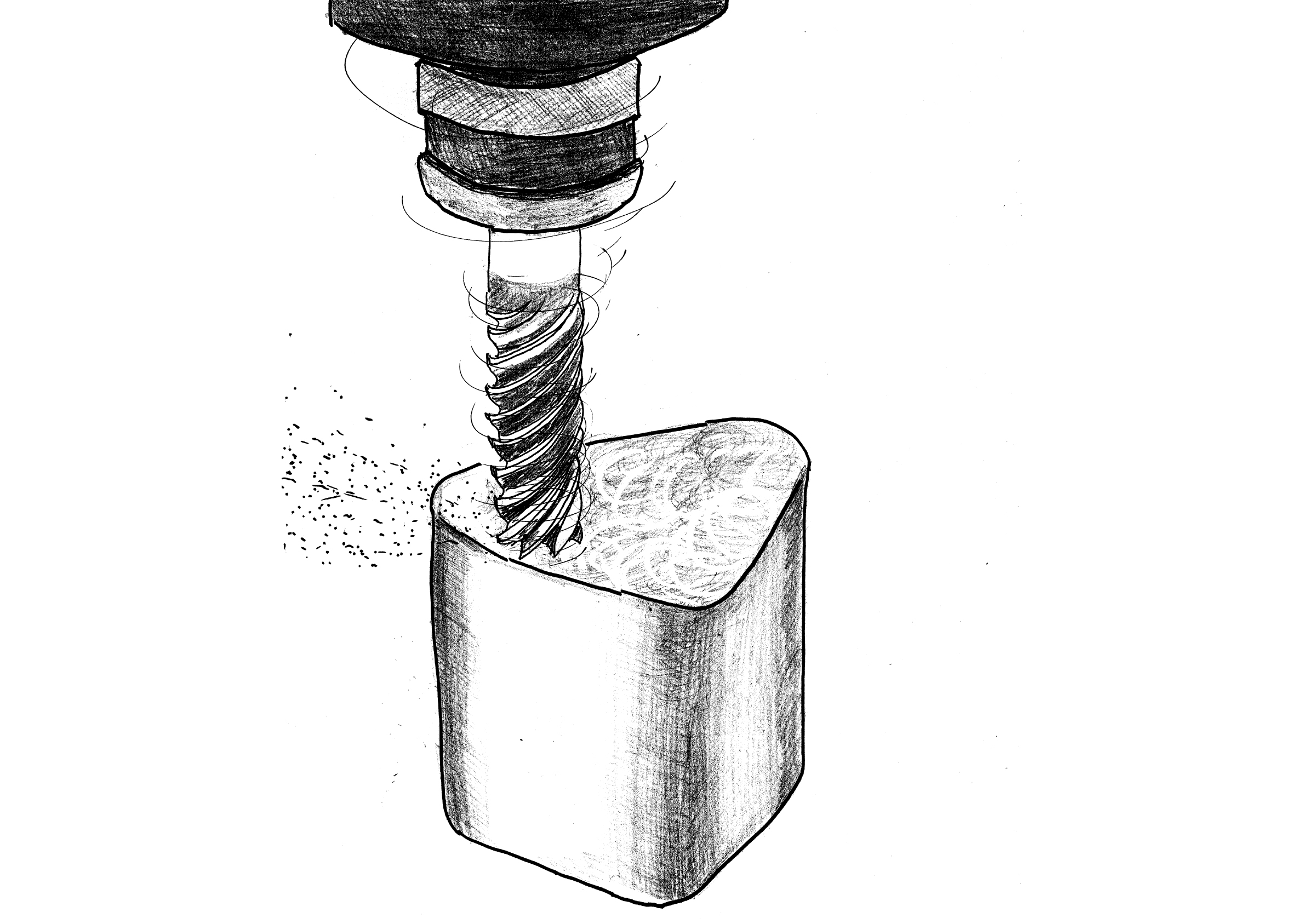
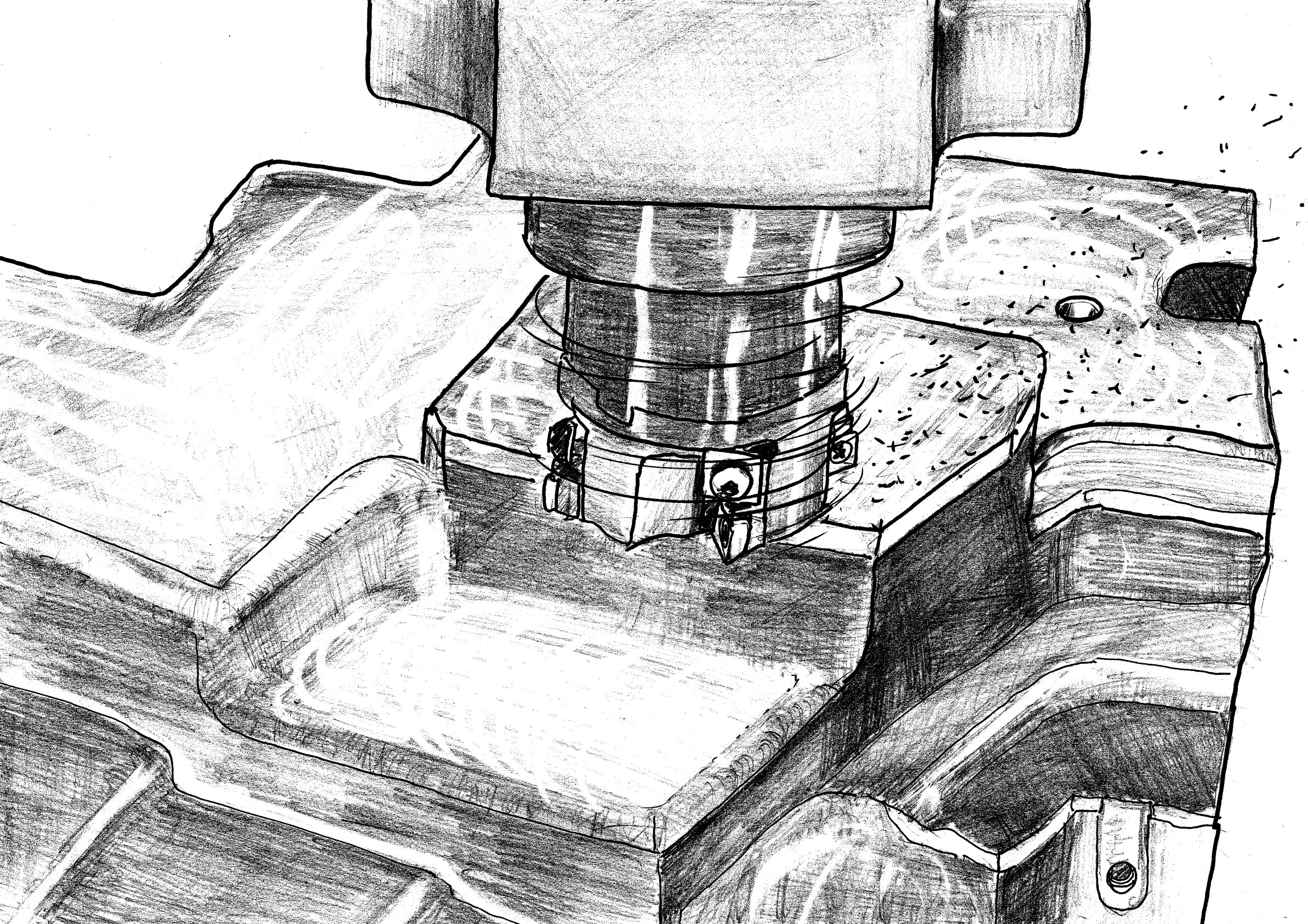
焼入れ鋼の隅R0.5仕上げ加工におけるΦ6ソリッド工具をミラーラジアスでTA化! 2024/09/10 加工事例 #ミラーラジアス#H_高硬度材 Tweet 課題 現行の仕上げ加工用ソリッドエンドミルの価格が高く、工具費がかさんでいる。 部品加工ユーザ ワーク 金型・入駒 被削材 SKD61(47~50HRC) 工具 RNMM-060030U-S06C(Φ6・Cボディ) インサート FRM-060-R05(DH102) 切削条件 n=8,000 (min⁻¹) Vc=150 (m/min) f=0.055 (mm/rev) Vf=900 (mm/min) ap=0.2 (mm) ae=0.1 (mm) 改善結果 ・工具費削減現行のソリッドエンドミルと同等の加工面を実現。TA化により工具費の大幅削減が見込めるため、即採用! ミラーラジアス 製品の詳細・カタログはこちら 加工事例一覧 Tweet