ミラーバレルKRM形インサートで、金型の側面仕上げ加工の能率を3倍に!

課題
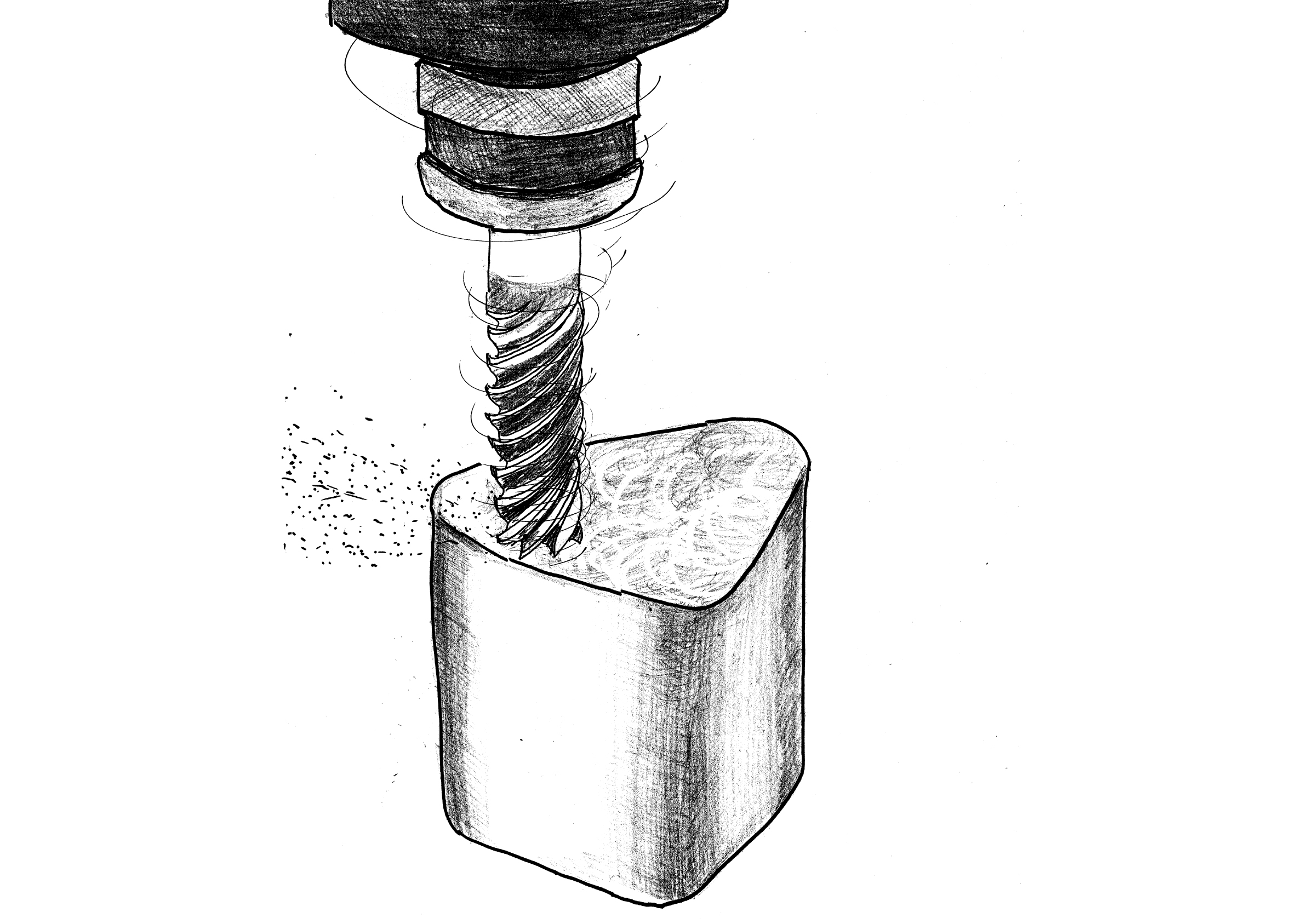
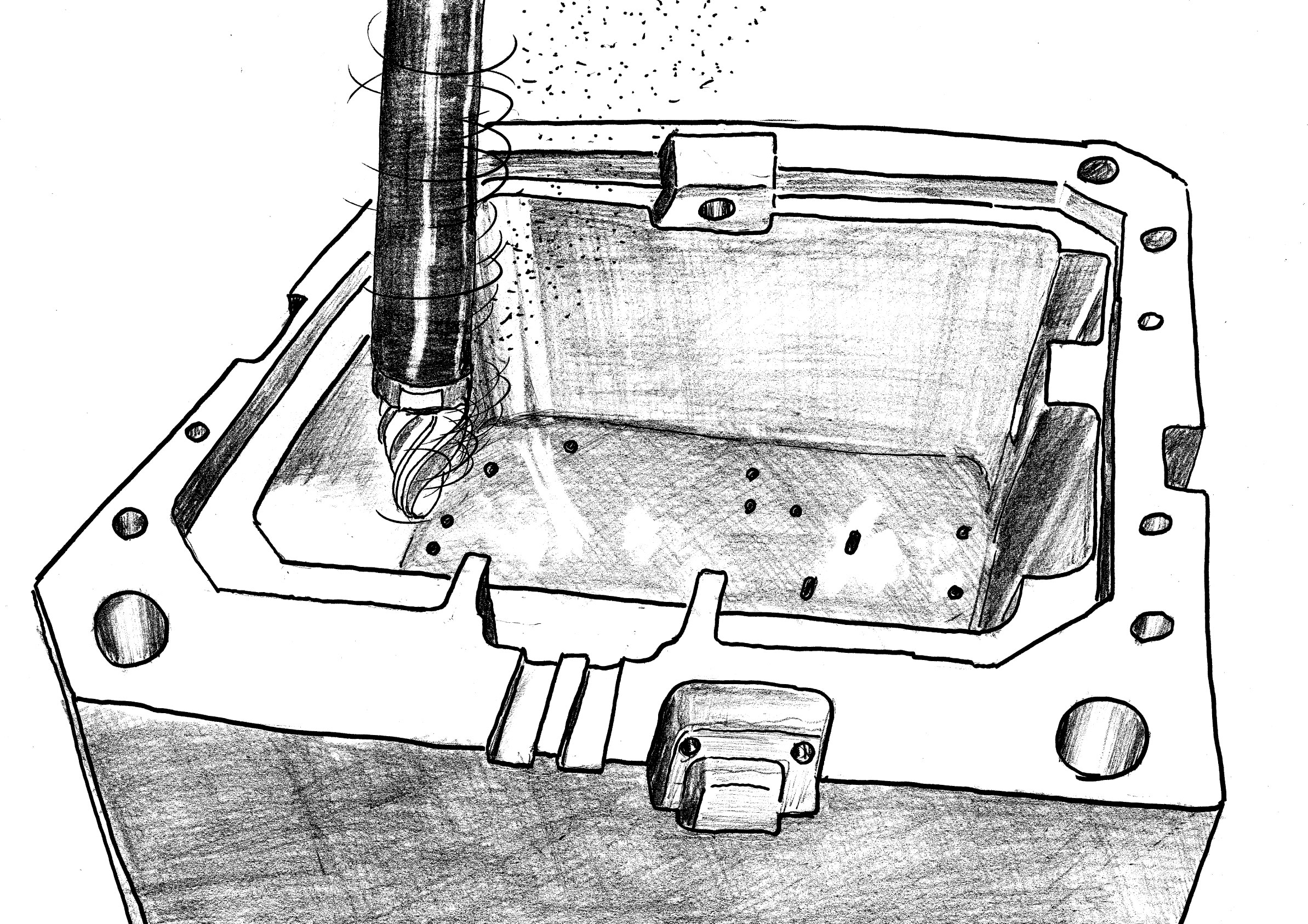
金型の側面仕上げ加工において、切削幅aeを大きく取れず加工能率が悪い。
鋳造金型製造メーカー
| ワーク | 金型 |
| 被削材 | 合金鋼(SKD11・60HRC) |
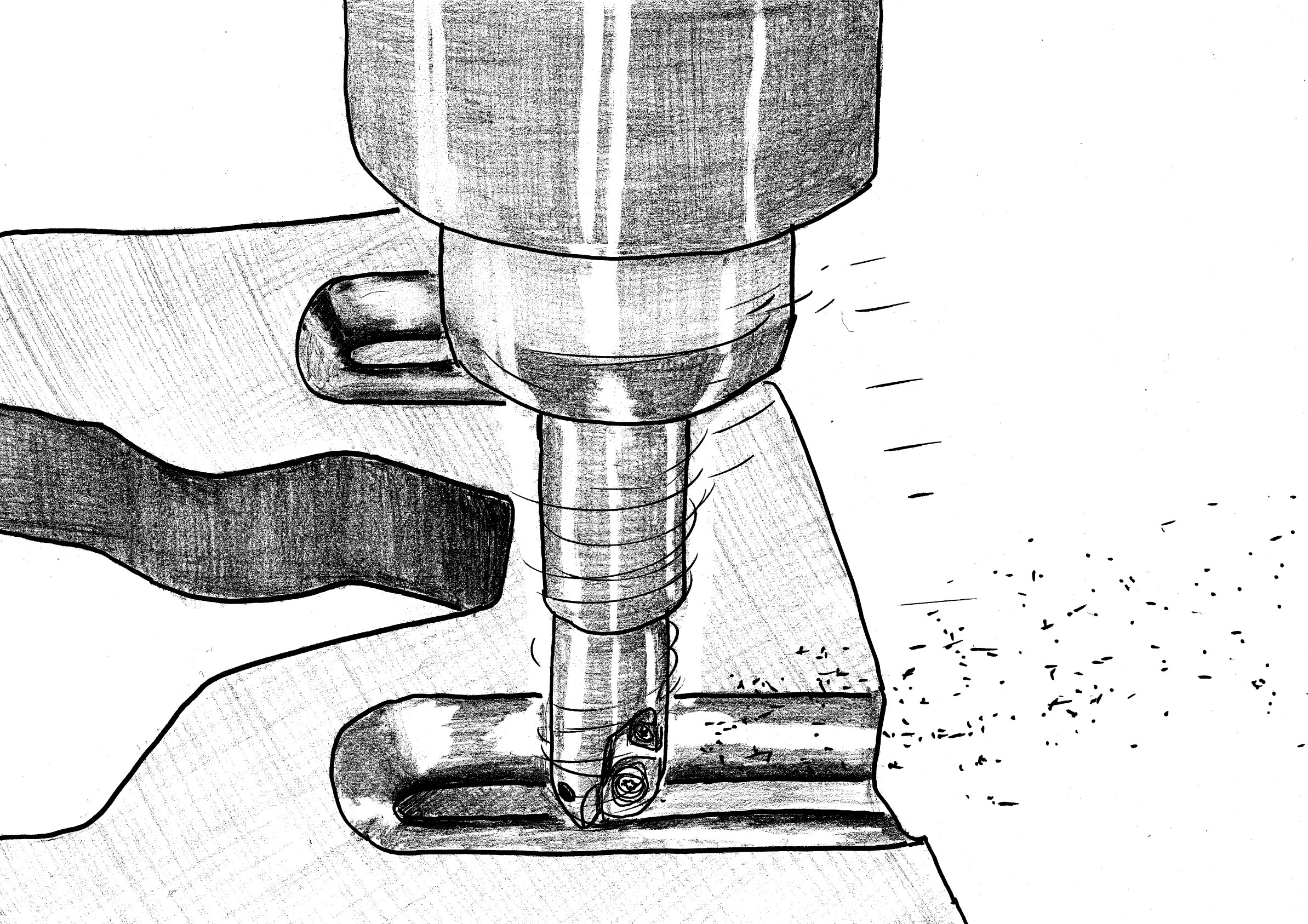
| 工具 | MRX-300-M16 MSN-M16-55-S32C |
| インサート形番 | KRM-300-R10-BR60(DH102) |
| 切削条件 | n=2,120 (min⁻¹) Vc=213 (m/min) f=0.15 (mm/rev) Vf=320 (mm/min) ap=0.7 (mm) ae=0.3 (mm) Q=0.006 (cm³/min) DRY |
改善結果
|
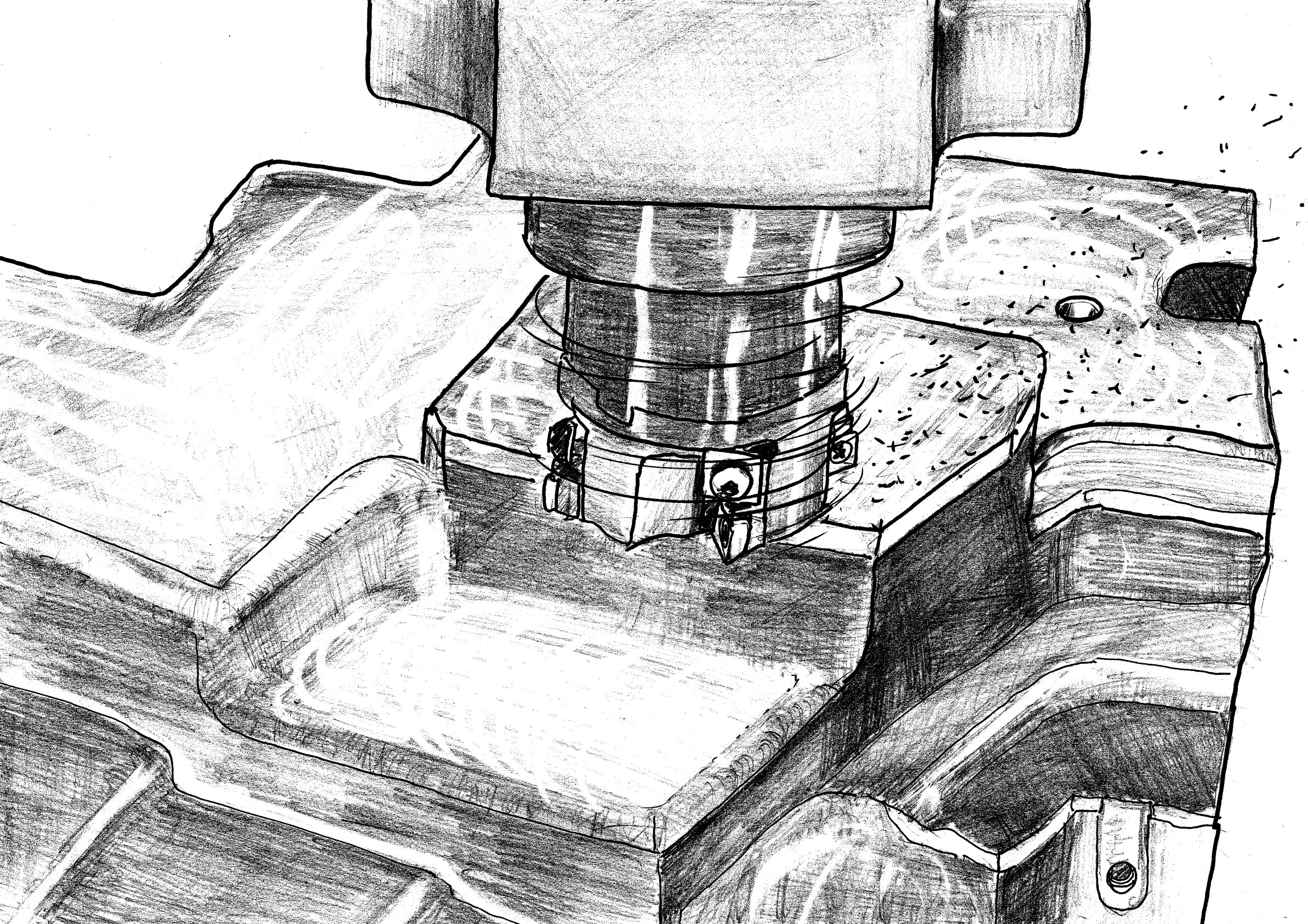
・加工能率が従来品比3倍にアップ |
ミラーバレルKRM形