課題
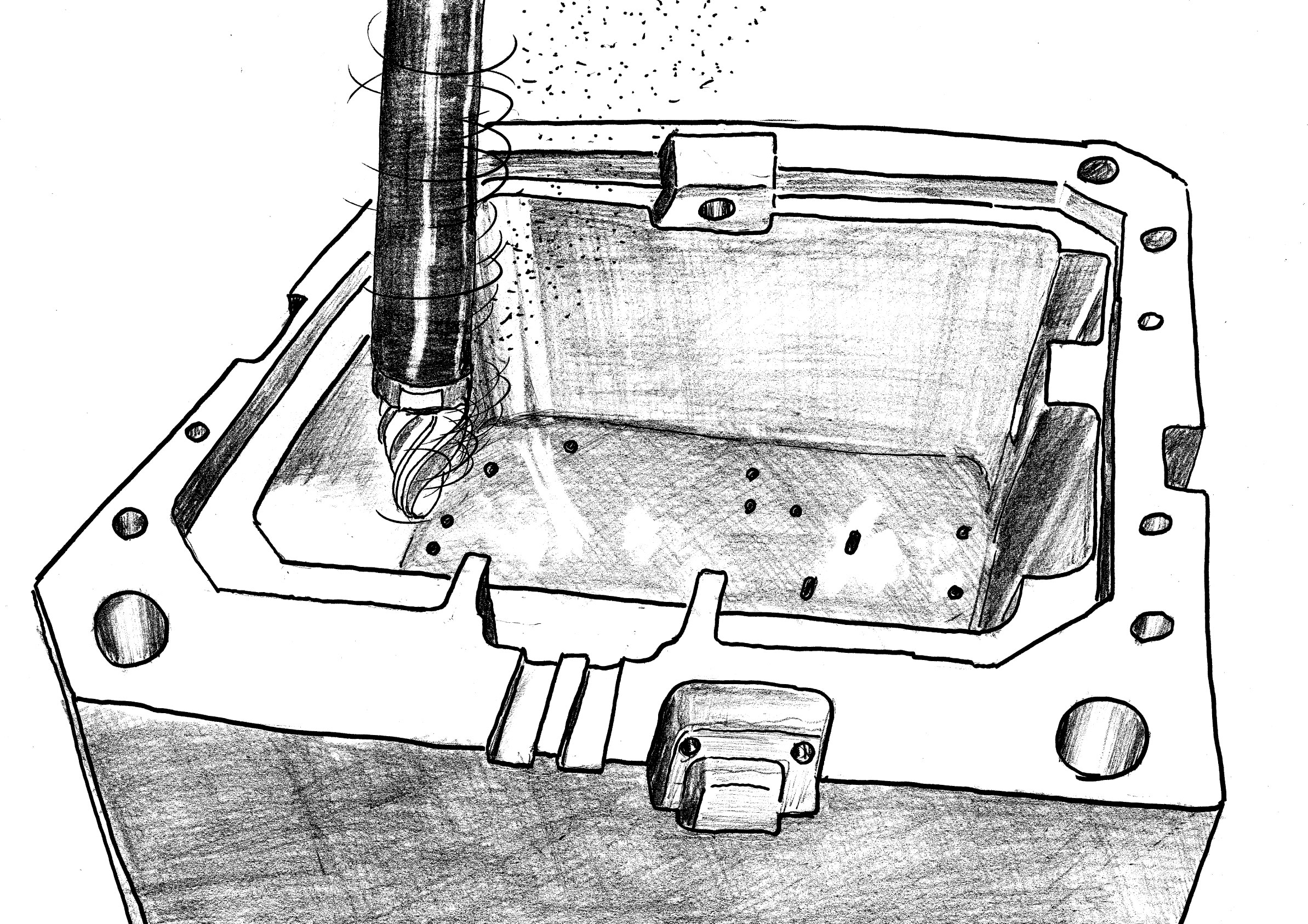
金型の立壁加工をボールエンドミルで行っていたが、加工に20時間を要していた。
鋳造金型製造メーカー
| ワーク |
金型 |
| 被削材 |
合金鋼(DIN 1.2378) |
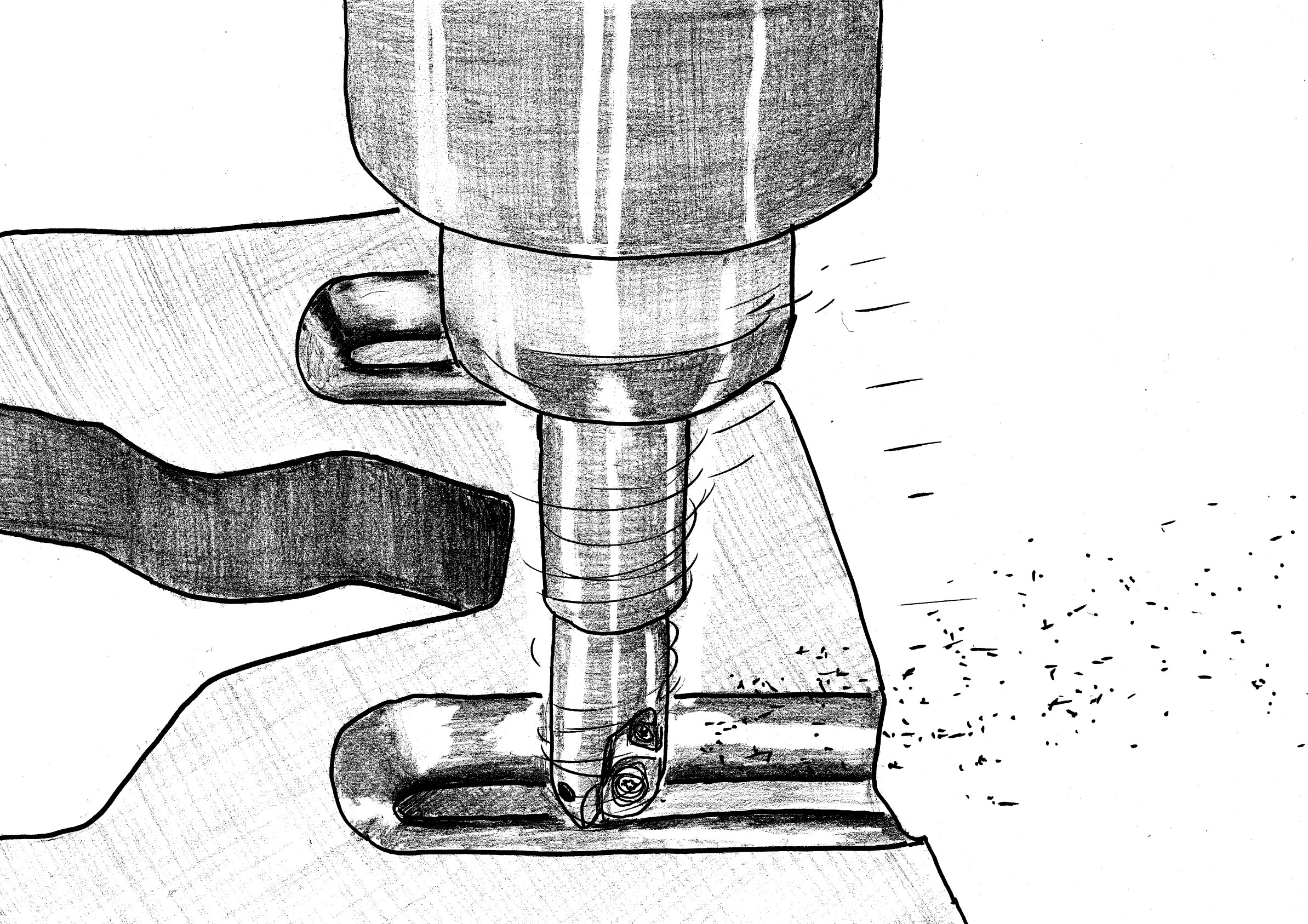
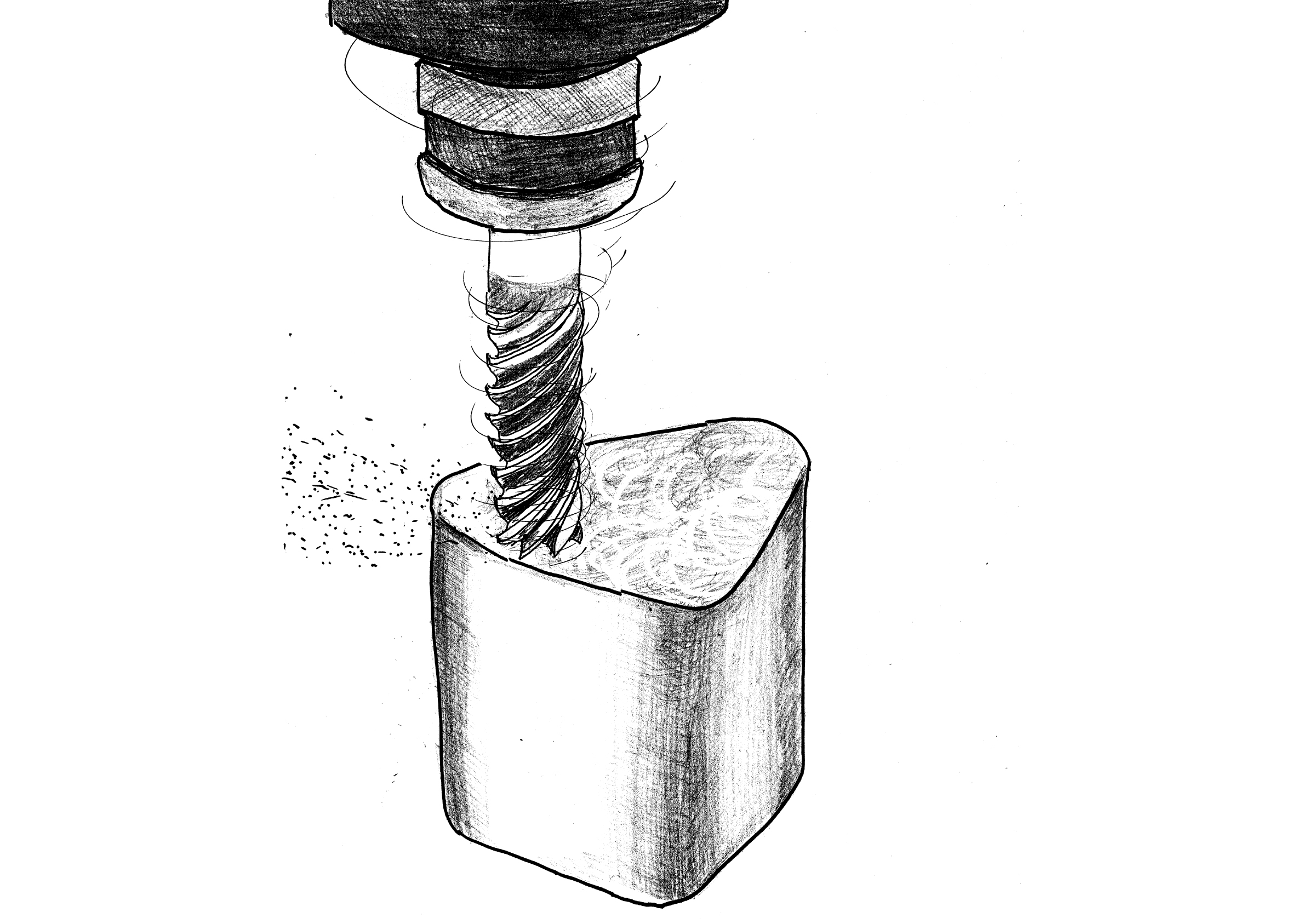
| 工具 |
STLP4250T20R1500-M12
突き出し長さ350mm |
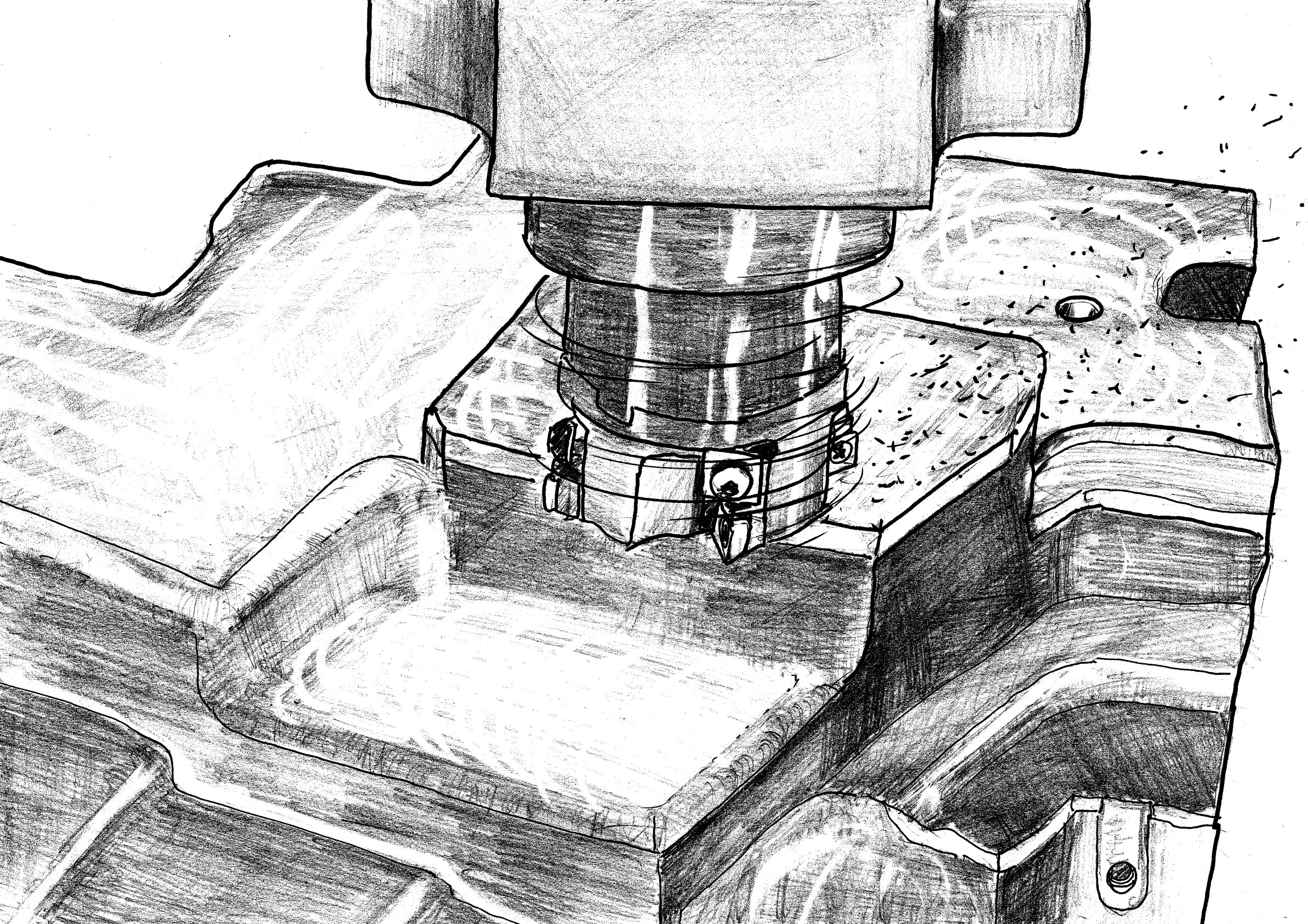
| 切削条件 |
n=8,250 (min⁻¹)
Vc=647 (m/min)
f=0.44 (mm/rev)
Vf=3,600 (mm/min)
ap=5.0 (mm)
ae=0.15 (mm)
DRY |
改善結果
|
・加工時間を95%短縮
切込みApを大きく取る事で、加工時間が20→1時間に。95%の削減に成功!。
|
|
チューリップSヘッドSTLP形