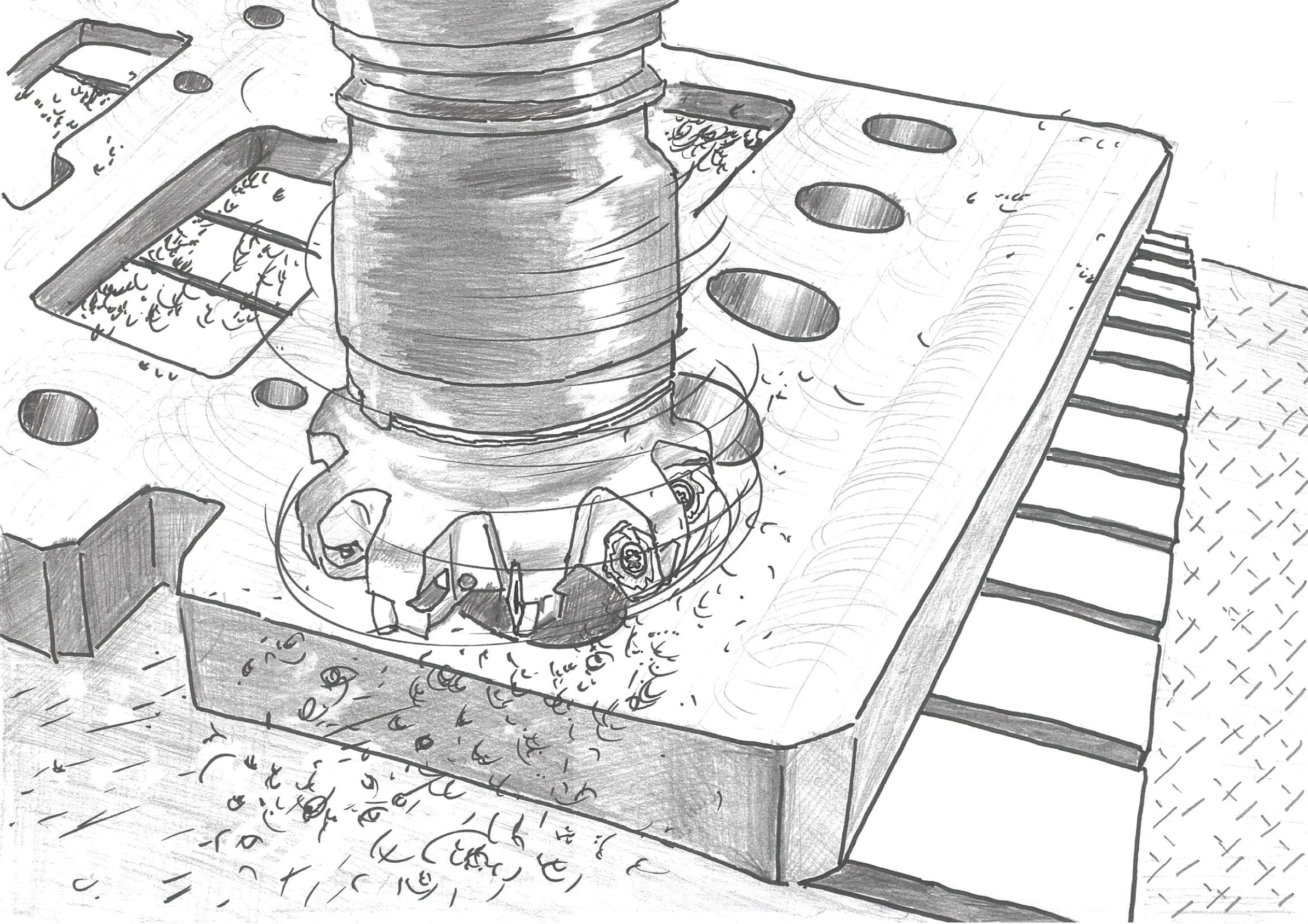
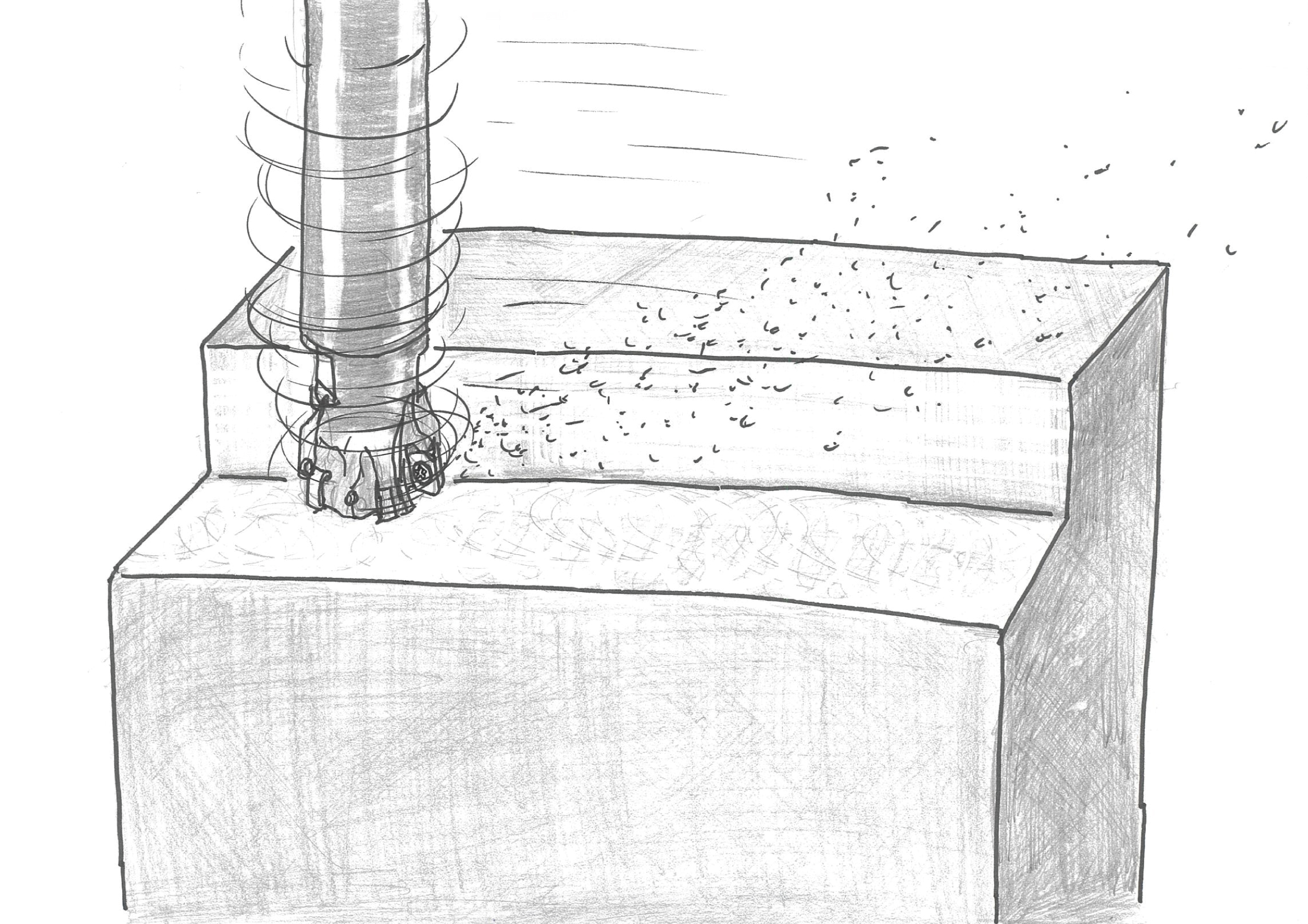
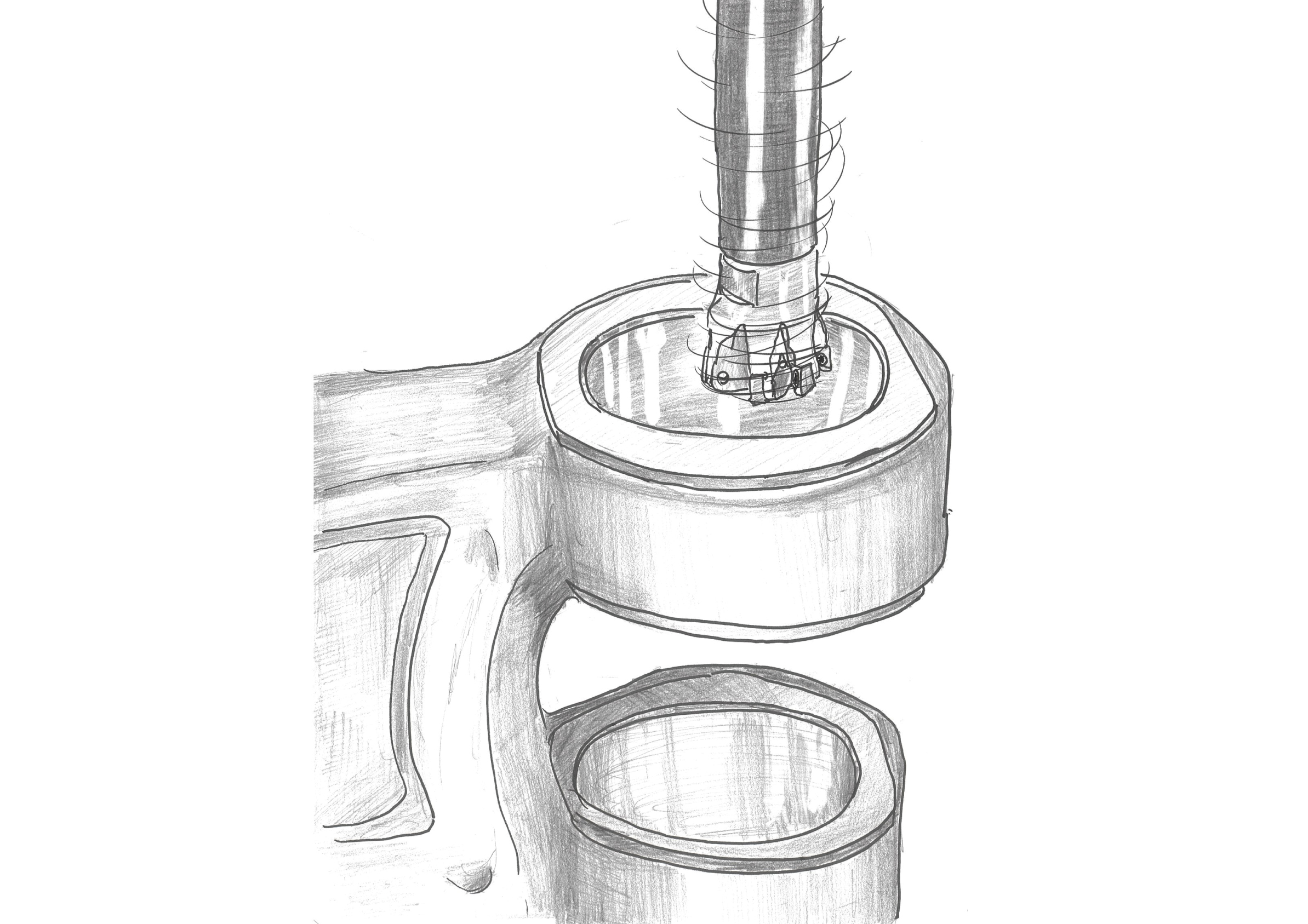
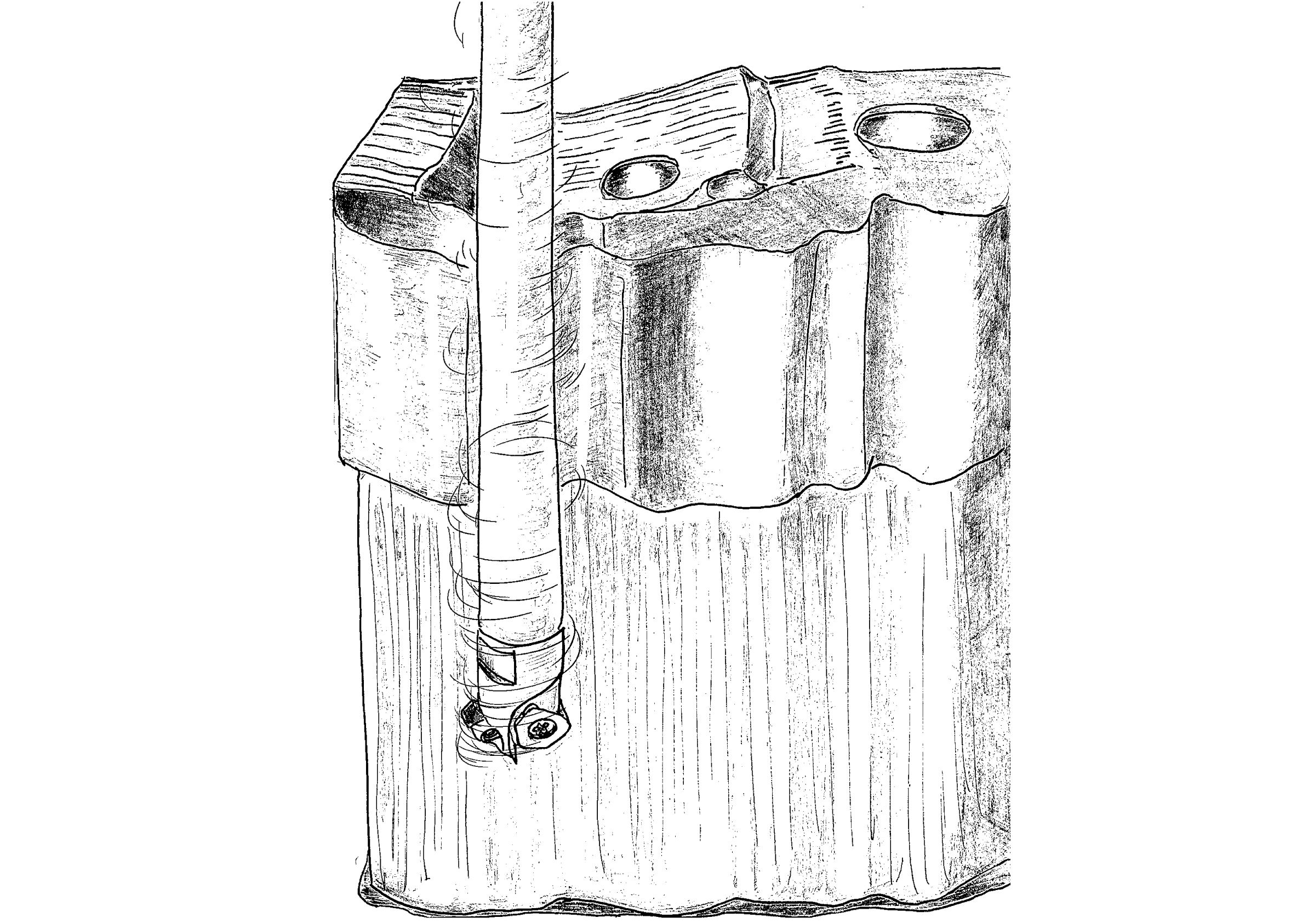
ハイスエンドミルによるプレス金型の二番逃がし加工をプランジ加工で高能率化!
課題
現行のハイスエンドミルによる横走りの加工ではタオレによる削り残しが発生。
そのため、何パスも繰り返し加工する必要があり、加工能率が悪い。
金型加工ユーザ
| ワーク | プレス金型(2番逃がし加工) |
| 被削材 | 工具鋼(SX105V) |
| 工具 | MSU-2032-M12(Φ32・2N) |
| インサート | WDMW080520ZTR(JC8118) |
| 切削条件 | n=1,500 (min⁻¹) Vc=150 (m/min) f=1 (mm/rev) Vf=1,500 (mm/min) ap=ピックフィード 2mm ae=1 (mm) 外部給油・エアー |
改善結果
| ①高能率化 アンダーカッタ MSU形によるプランジ加工ではタオレの発生を抑制でき、工程を削減。送り量 f も 0.5→1 (mm)と 2倍に増加し、高能率化! ②安定加工 加工が難しいとされる金型の二番逃がし加工において、アンダーカッタへの切り替えにより 安定加工を実現! |
アンダーカッタ MSU形