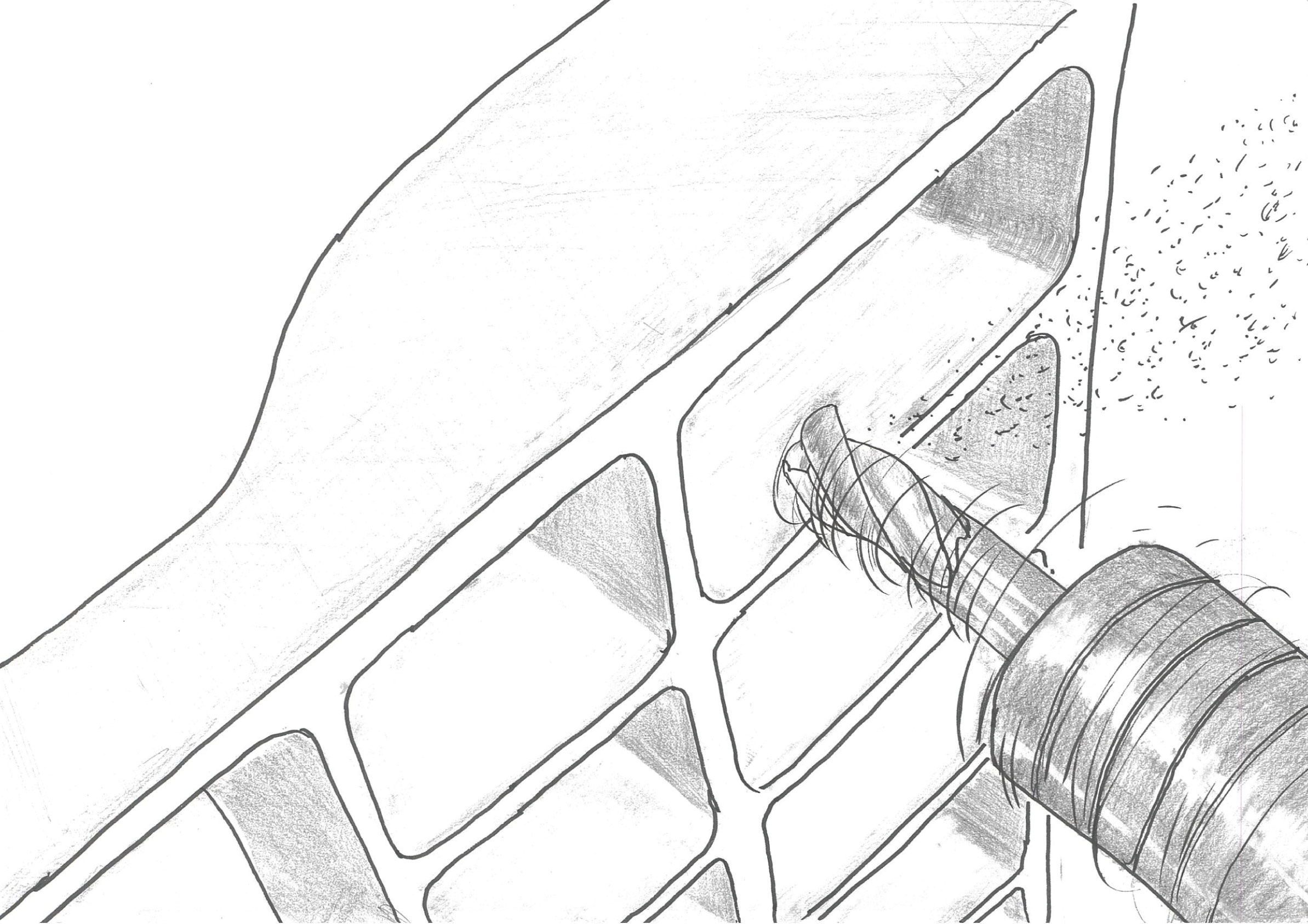
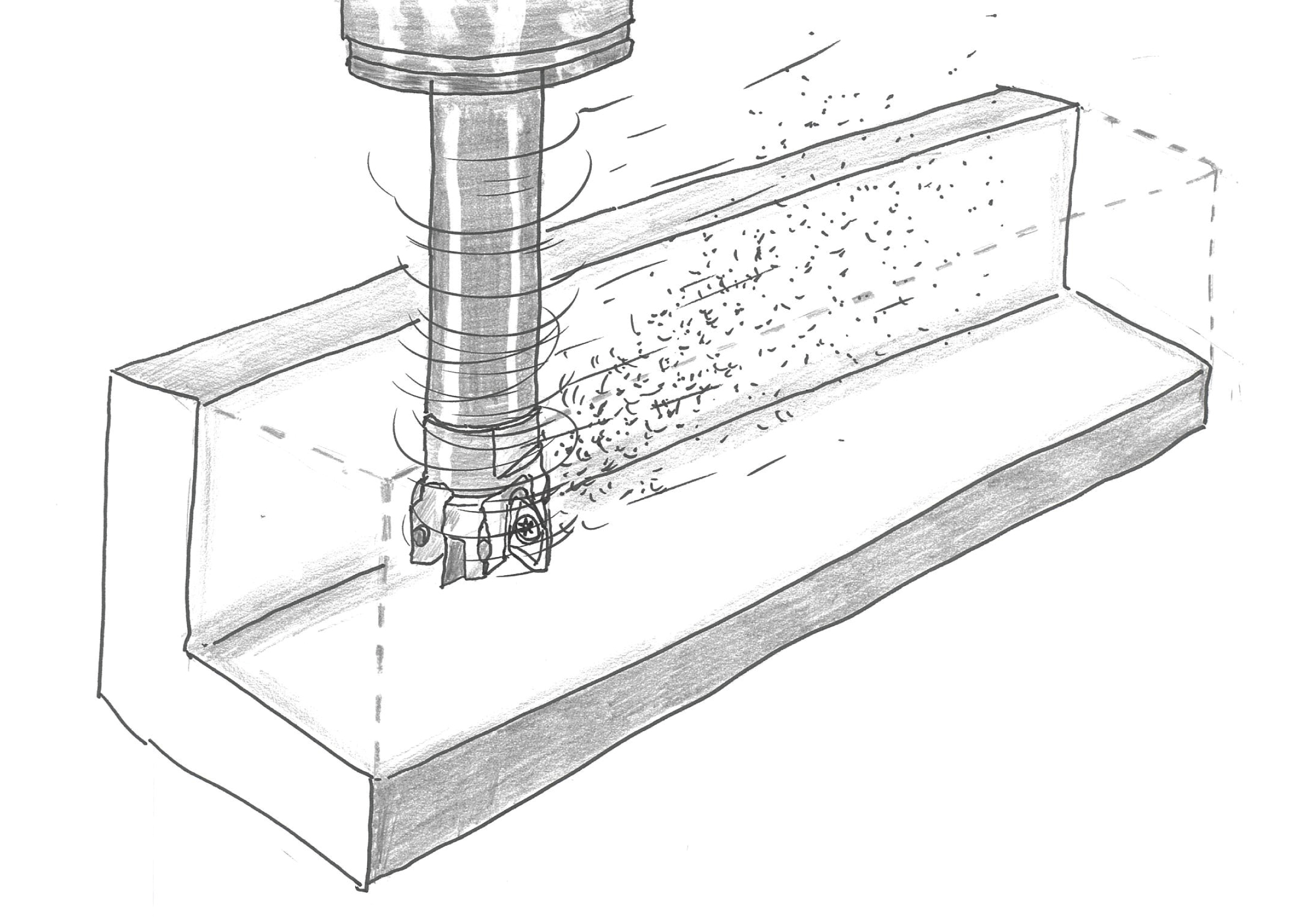
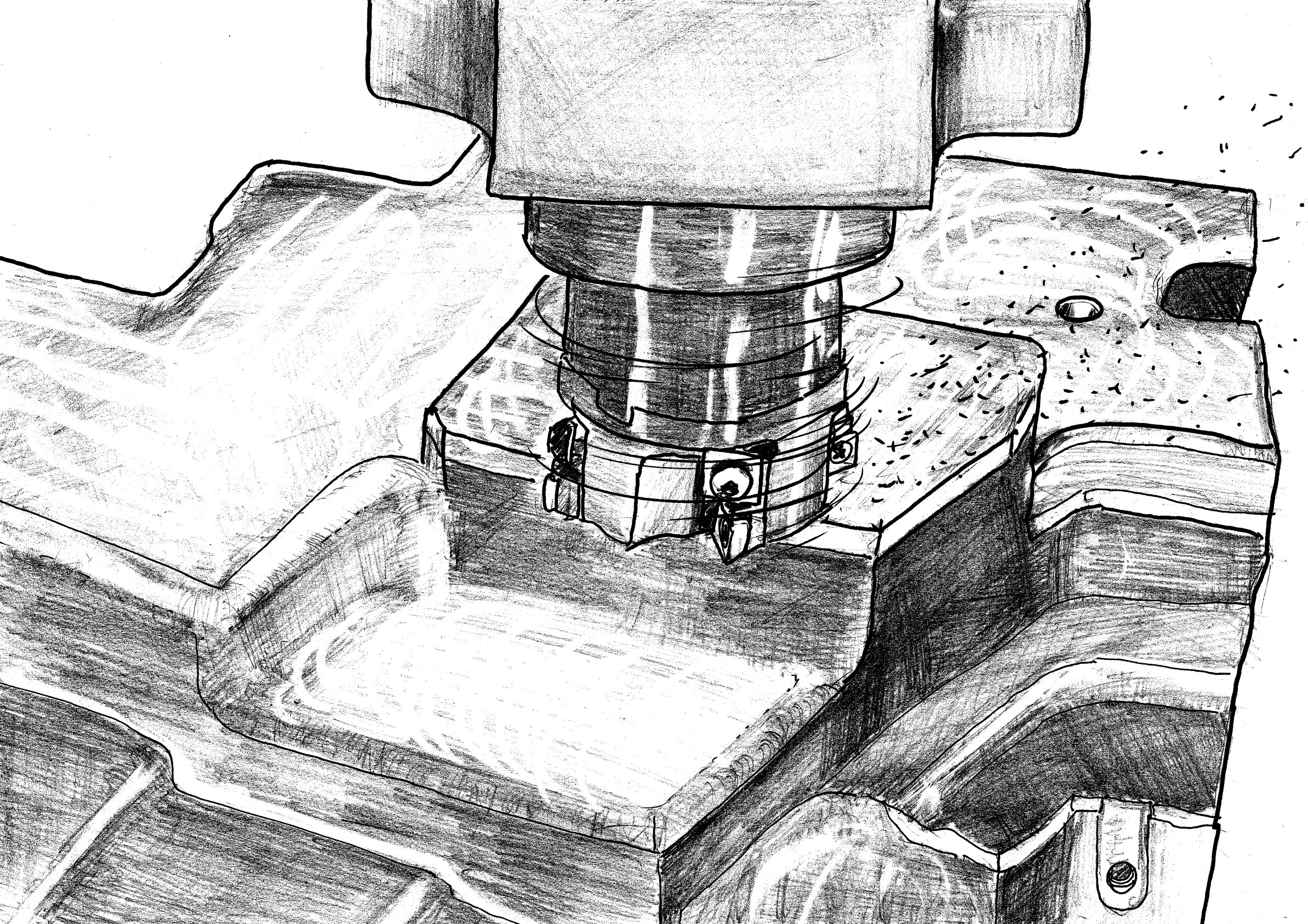
ロールタップ下穴の加工で、狙い通りの高精度な穴あけ加工を実現! 2023/09/29 加工事例 #ロールタップ下穴用ストライクドリル#N_非鉄金属_アルミ Tweet 課題 現行のタップでは突発折損が発生し、無人化ができない。転造タップをトライするも、タップの下穴管理が難しい。 部品加工ユーザ ワーク ポンプ部品 被削材 アルミ合金(ADC) 工具 EZT3D0554S06(Φ5.54) 切削条件 n=5,000 (min⁻¹) Vc=86.978 (m/min) f=0.1 (mm/rev) Vf=500 (mm/min) 止まり穴 外部給油(水溶性) 改善結果 ・工程集約穴径が重要となるロールタップ下穴の加工において、精度0~0.01以内の下穴径を実現。 ストライクドリル 製品の詳細・カタログはこちら 加工事例一覧 Tweet