ステンレスの貫通穴あけ加工で、他社比3倍以上の長寿命化!
課題
ステンレス鋼の穴あけ加工をハイスドリルで行っているが、10穴以下で折損し短寿命。
他社品超硬ドリルでトライしてみるも、2.3穴で欠損。
ハイスドリルのため加工条件を上げられず、加工能率が悪い。
部品加工ユーザ
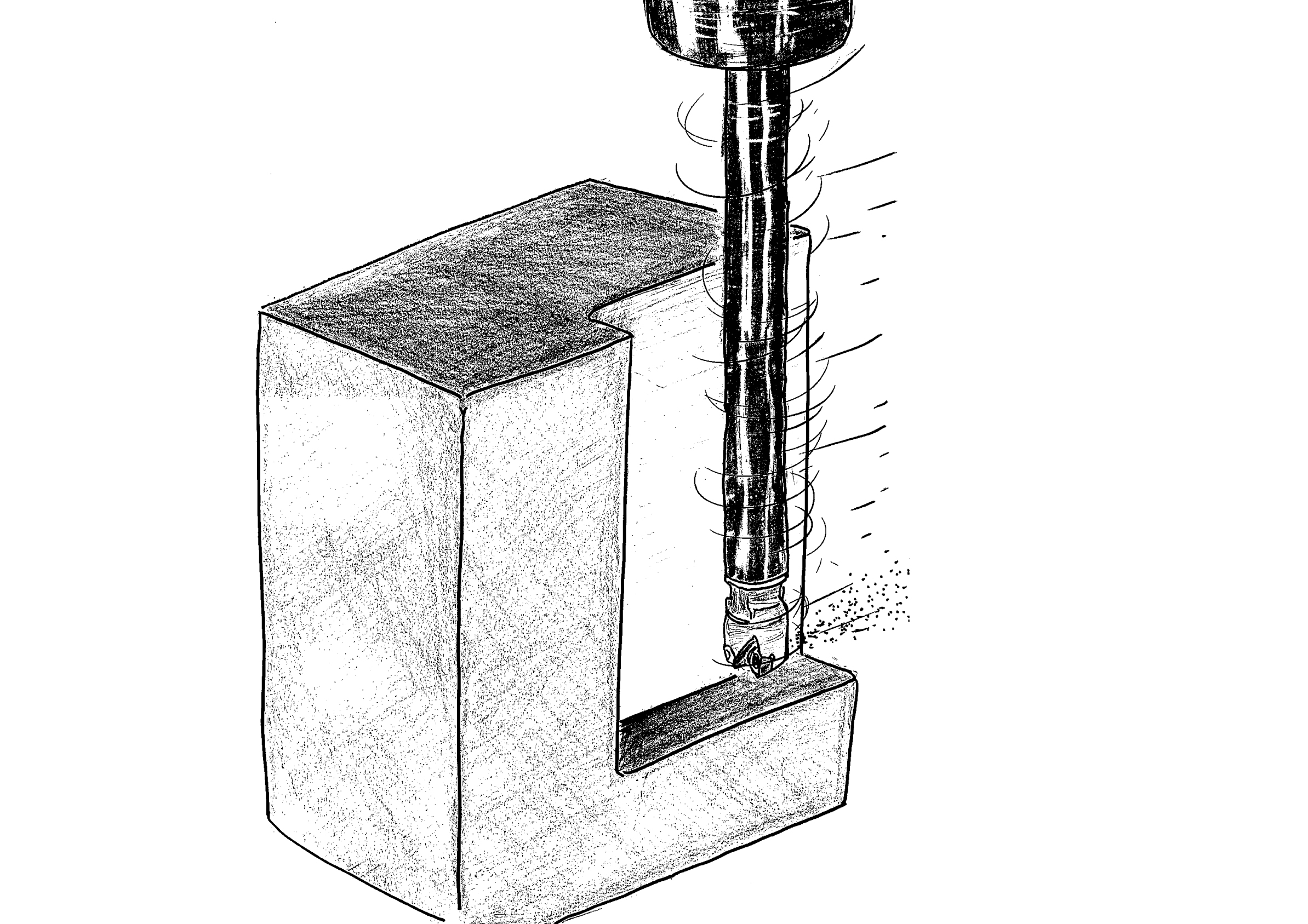
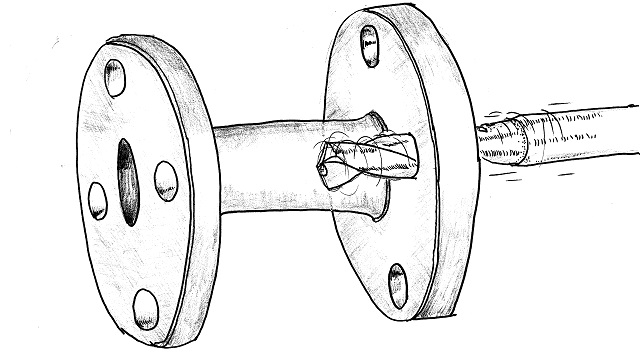
| ワーク | フランジ部品 |
| 被削材 | SUS304 |
| 工具 | EZN2D1400S14(Φ14) |
| 切削条件 | n=300 (min⁻¹) Vc=13 (m/min) f=0.18 (mm/rev) Vf=54 (mm/min) 貫通穴 外部給油(水溶性) |
改善結果
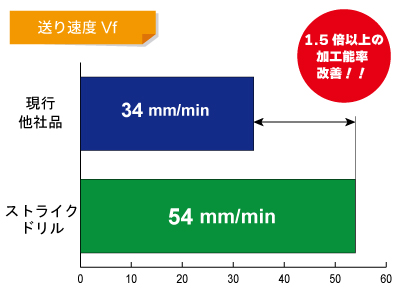
| ①長寿命化! 10穴以上加工後も継続使用可能。 現行の他社品ドリルでは2.3穴加工で折損していた ため、3倍以上の長寿命を実現! ②加工能率向上! 送り速度 Vf は、34→54 (mm/min)となり、 1.5倍の加工能率改善を実現! |
 |
ストライクドリル