SUS304の穴あけ加工をハイスドリルからTAドリルに切り替え!加工能率4倍・工具寿命2倍を実現!
課題
現行はハイスドリルを使用しているが、工具費が高く、短寿命。
回転速度・送り速度ともに低く、加工能率が悪い。
部品加工ユーザ
| ワーク | 燃焼器部品 |
| 被削材 | SUS304 |
| 工具 | TEZD1400S16F-ML(Φ14) |
| インサート | TEZ1400S(JC7515) |
| 切削条件 | n=1,360 (min⁻¹) Vc=60 (m/min) f=0.15 (mm/rev) Vf=204 (mm/min) 穴あけ深さ 35mm 内部給油・水溶性 |
改善結果
| ①超硬化&TA化 ステンレスの穴あけ加工における超硬ドリルの採用は加工が安定せずハイスドリルを使用し続けていたが、TA-EZドリルによってその考えは覆され、超硬化とTA化の両方を実現! ②加工能率向上 送り速度 Vf が、45.5→204 (mm/min)となり、加工能率は約4.5倍と大幅UP!ハイスドリルの寿命が50~60穴程度であったのに対し、100穴以上加工後も継続使用可能の結果となり、長寿命化も実現! |
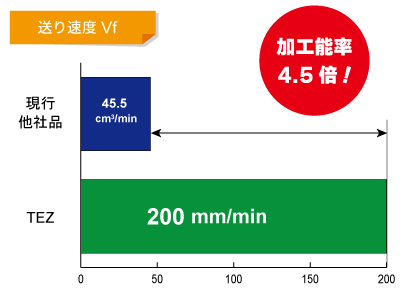 |
TA-EZドリル