高硬度材加工の小径TA化をQMミルで実現!加工時間を1/4に短縮成功!
課題
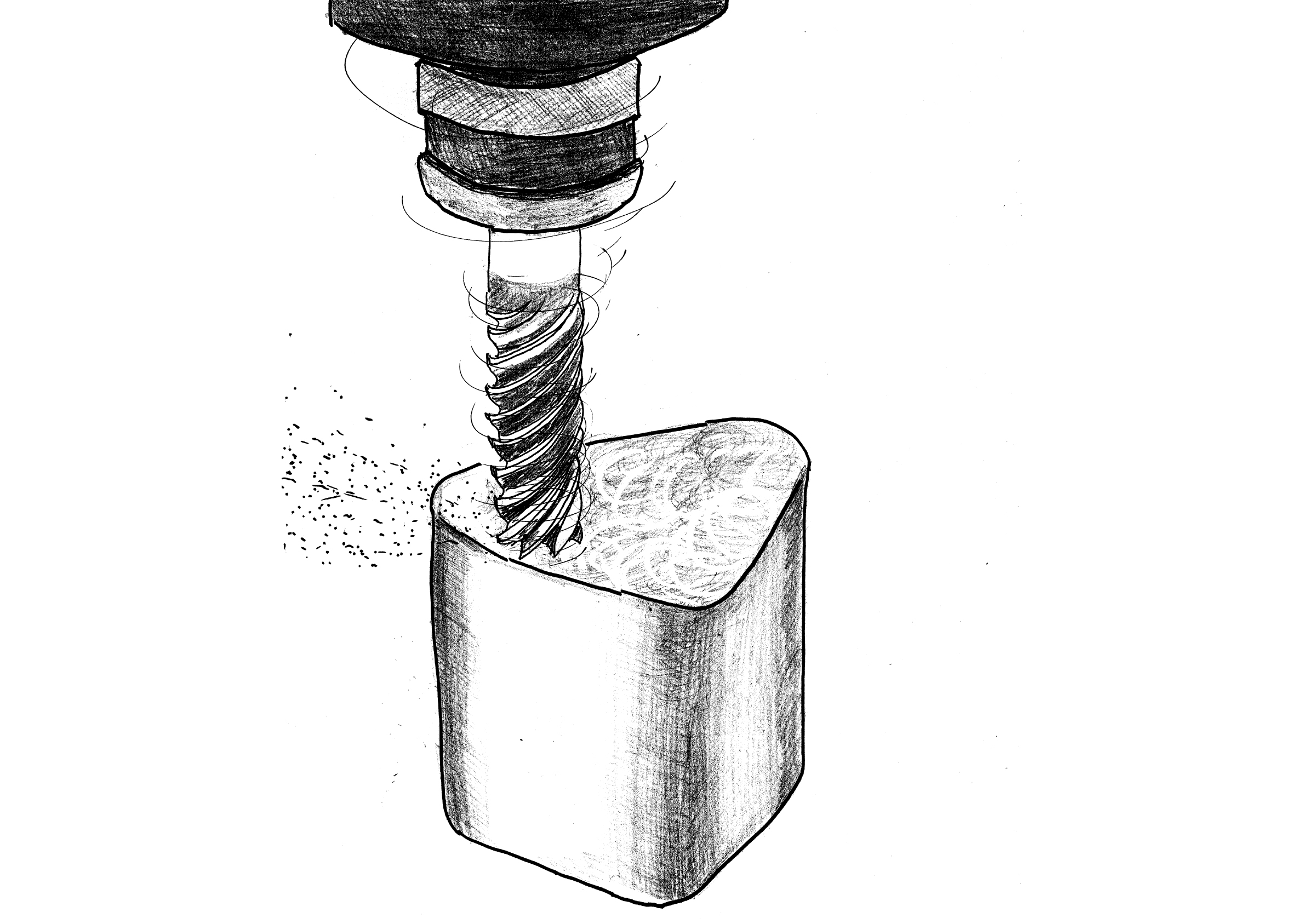
プレス金型の荒加工でソリッドエンドミルを使用中であるが、加工に時間がかかっている。
高硬度材加工のため工具交換頻度が高く、加工に大きな手間がかかっている。
金型加工メーカー
| ワーク | プレス金型 |
| 被削材 | 合金工具鋼(SKD11 60HRC) |
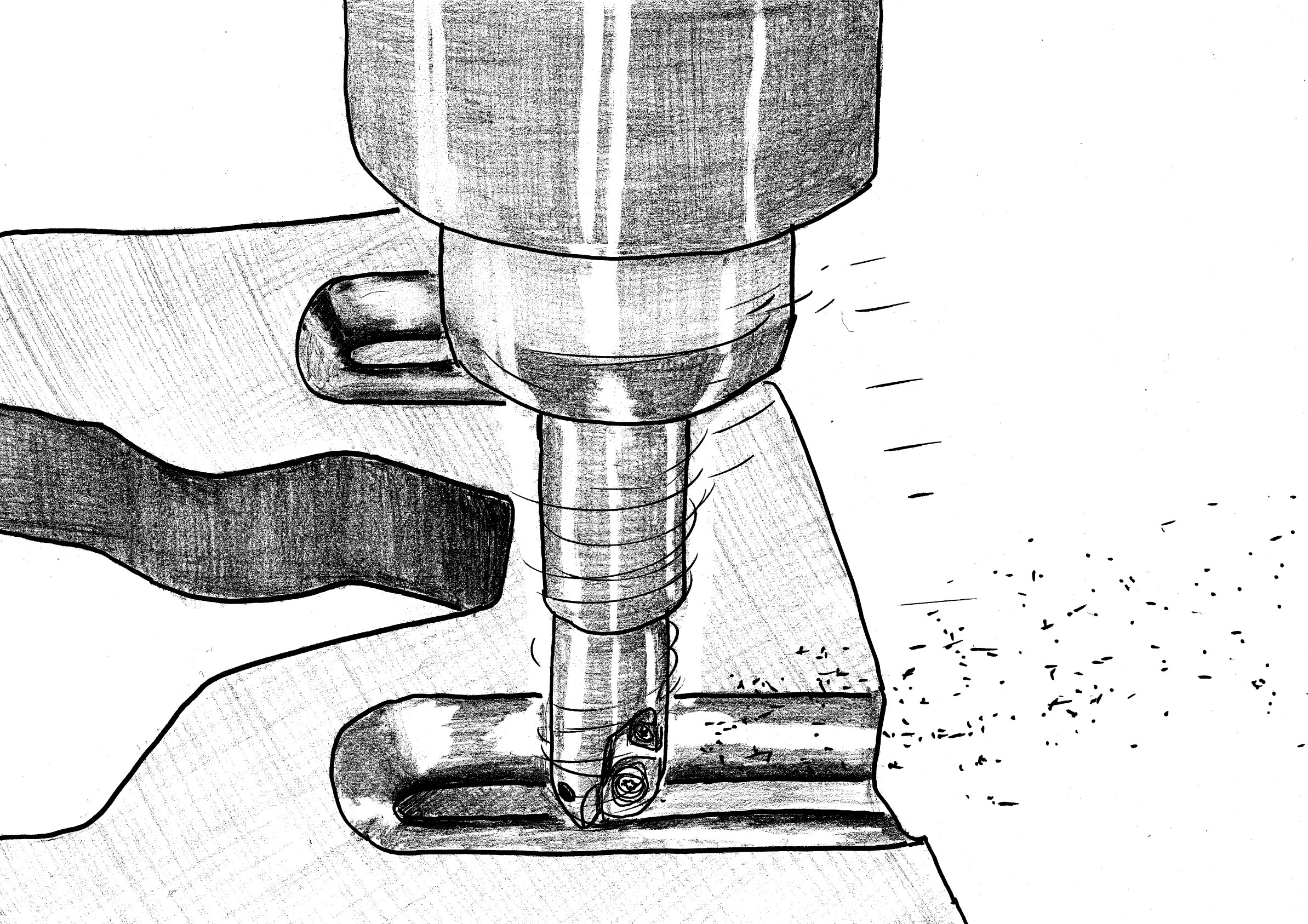
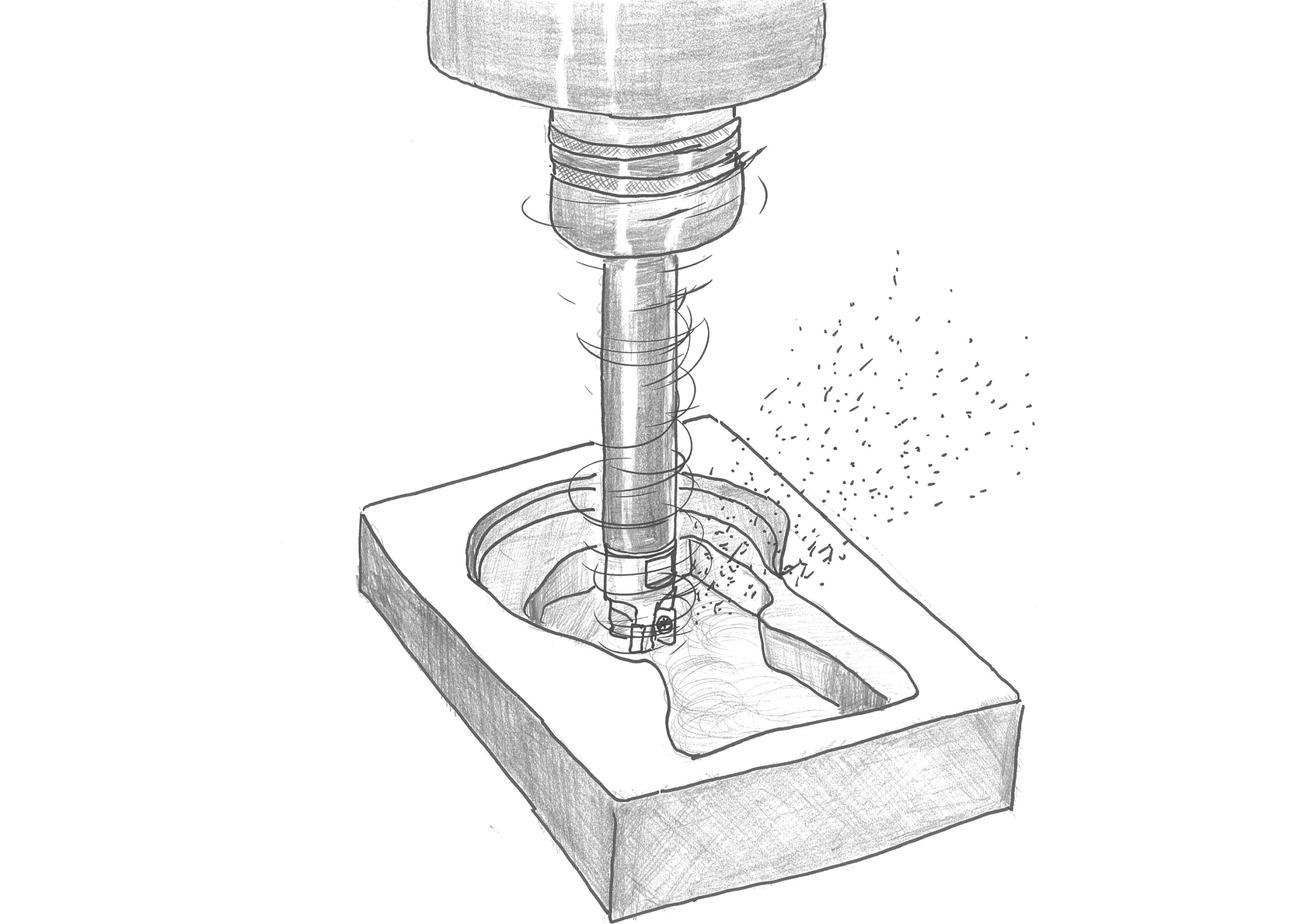
| 工具 | MPM-3012-M6(Φ12・3N) |
| インサート | EOHW060210ZTR(DH102) |
| アーバ | MSN-M6-30-S12C |
| 切削条件 | n=2,100 (min⁻¹) Vc=79 (m/min) f=0.9 (mm/rev) Vf=1,900 (mm/min) ap=0.1 (mm) ae=4 (mm) Q=0.76 (cm³/min) |
改善結果
|
・加工時間短縮 |
 |
QMミル