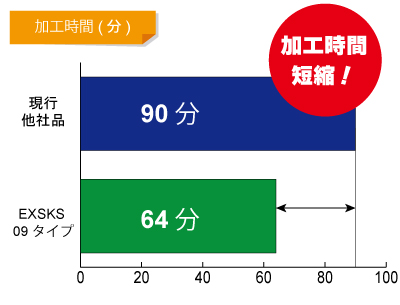
建材部品のビビりやすい加工で、SKSエクストリームが加工時間を30%削減!
課題
現行の工具(DRY加工)では、加工面や切りくず処理に苦戦しており、
これらを改善することで、加工能率の向上を目指したい。
建材部品メーカー
| ワーク | ハイベース |
| 被削材 | 建築構造用鋼材(TMCP385) |
| 工具 | EXSKS-6080R(Φ80・6N) |
| インサート | WNMU090728ZER-PL(JC8050) |
| 切削条件 | n=716 (min⁻¹) Vc=180 (m/min) f=8.4 (mm/rev) Vf=6,014 (mm/min) ap=1.2 (mm) ae=80 (mm) Q=577 (cm³/min) 内部給油・水溶性 |
改善結果
| ①高能率化 現行のDRY加工からの改善を図るべく、湿式加工でトライ。送り速度 Vf が 500→6,014(mm/min)と約12倍に。1ワークあたりの加工時間が 90分→64分に短縮され、加工能率改善! ②工具コスト削減 現行の片面3コーナインサートに対し、両面6コーナ仕様のEXSKSインサートは、コーナ数、コーナ単価ともに優位性をGET。加工面も良好で課題解決につながり、採用! |
 |
SKSエクストリーム 09タイプ