SUS304のロールタップ下穴加工をハイスドリルから切り替え、高精度・長寿命化を実現!
課題
現行のハイスドリルでは回転速度、送り速度ともに低く、加工能率に不満。
加工穴数も40穴程度で、工具寿命も短い。
下穴の精度管理が難しい。
金型加工ユーザ
| ワーク | テストピース |
| 被削材 | SUS304 |
| 工具 | EZT4DCH0279S03(Φ2.79) |
| 切削条件 | n=6,850 (min⁻¹) Vc=60 (m/min) f=0.12 (mm/rev) Vf=820 (mm/min) 穴あけ深さ 8mm 内部給油・水溶性 |
改善結果
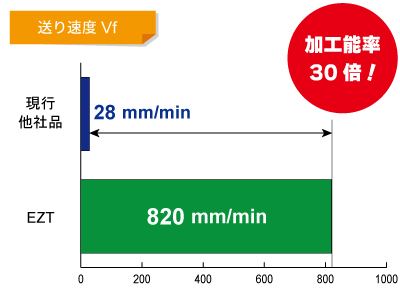
| ①高能率化 現行のハイスドリルと比較して、回転速度n が1,370 → 6,850 (min⁻¹ )、送り速度Vfが28 → 820 (mm/min)と大幅にアップし、加工能率は約30倍に! ②工具寿命向上 現行のハイスドリルでは40穴程度しか加工できなかったが、EZT形は1,850穴の加工に成功!加工穴精度も問題なく、ステンレスのロールタップ下穴加工において高精度穴あけ加工を実現! |
 |
ストライクドリル