ステンレスの平面荒加工で、20倍以上の高能率を達成!
課題
ステンレス鋼の平面荒加工において、工具が短寿命で困っている。
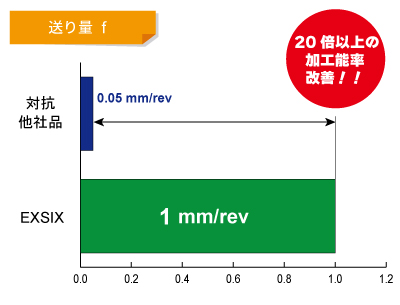
他社品では1刃あたりの送り量が0.01と条件が低く、能率が悪い。
ステンレス加工の為、切りくずが伸びてしまい、処理に困る。
部品加工ユーザ
| ワーク | 部品 |
| 被削材 | SUS304 |
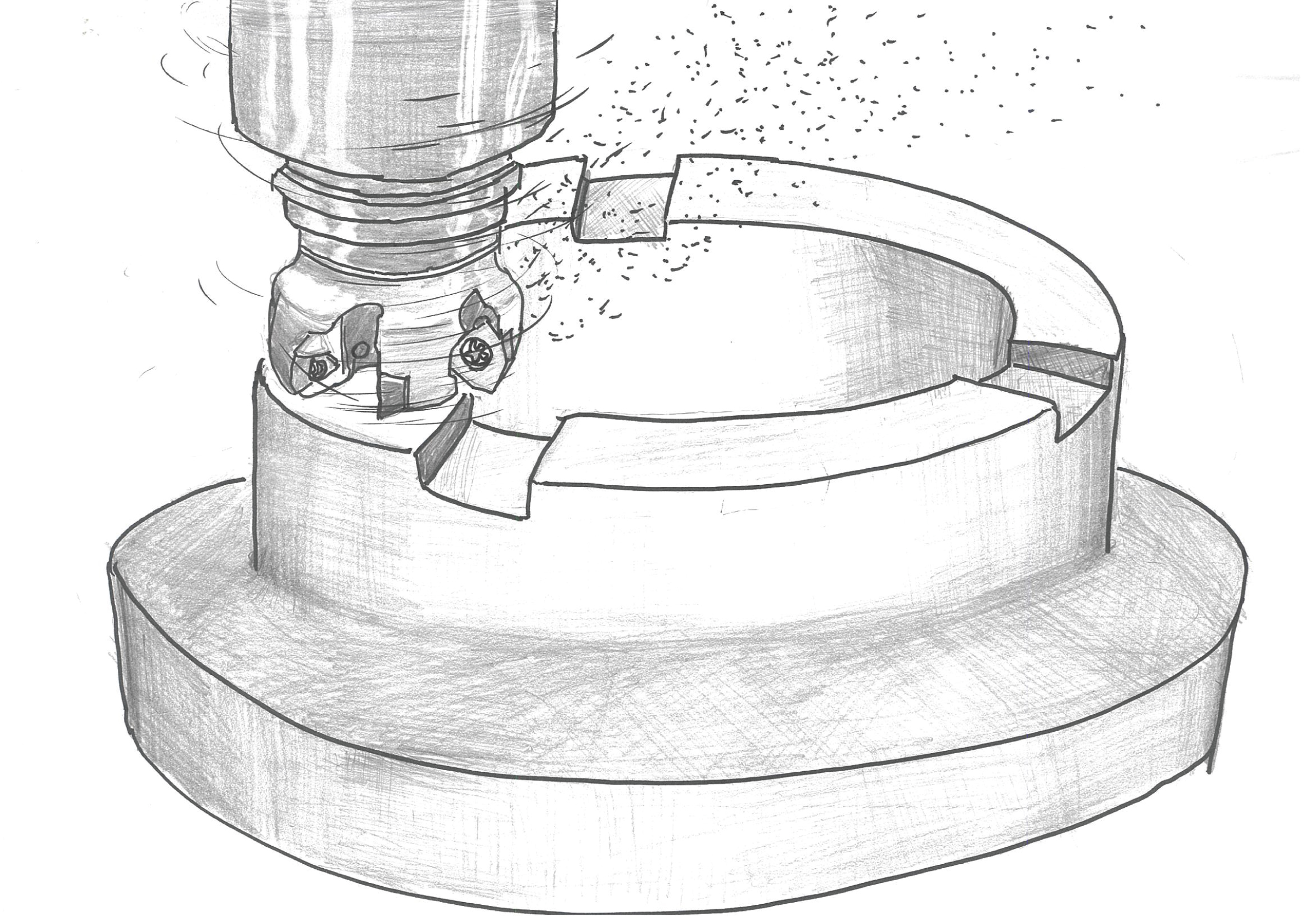
| 工具 | EXSIX-5063R-22(Φ63・5N) |
| インサート | YCMW090708ZER-PM(JC8050) |
| 切削条件 | n=600 (min⁻¹) Vc=119 (m/min) f=1 (mm/rev) Vf=600 (mm/min) ap=1 (mm) ae=55 (mm) |
改善結果
| ①長寿命化! 5ワーク加工後も正常摩耗かつチッピングなしで、長寿命化を実現。 ②加工能率向上! 送り量 f は、0.05→1 (mm/min)と、20倍の量で加工可能に。本体のアキシャルレーキポジ設定やブレーカの形状で伸びやすい切りくずの処理にも対応。 |
 |
ショルダー6