加工時間の短縮・工具費削減ができる高送りカッタ
『SKSエクストリーム 05/07/09タイプ』
最も経済性の高い両面6コーナ高送りカッタ。
中型~大型マシニングにて「高送り×高切込み」を実現。






Features
SKSエクストリームの特長
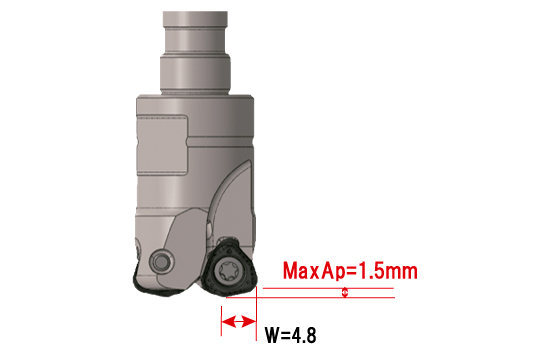
【05タイプ】
小型インサート採用かつ
小径多刃仕様
小型インサートにも関わらず、軸方向切込み量最大1.5mmの高能率・高送り加工が可能です。
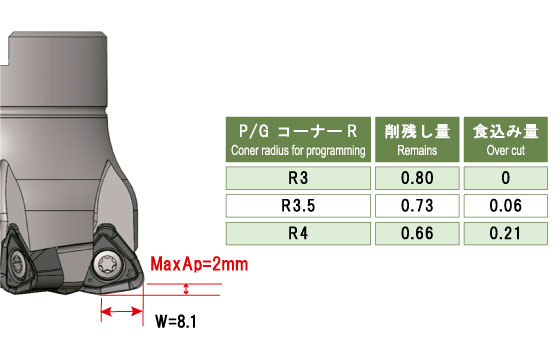
【07タイプ】
幅広いアプリケーションで
高能率な高送り加工が可能
軸方向切込み量最大2mmの高能率・高送り加工が可能です。またボアタイプ・エンドミルタイプ・モジュラーヘッドタイプと幅広いアプリケーションをご用意しています。
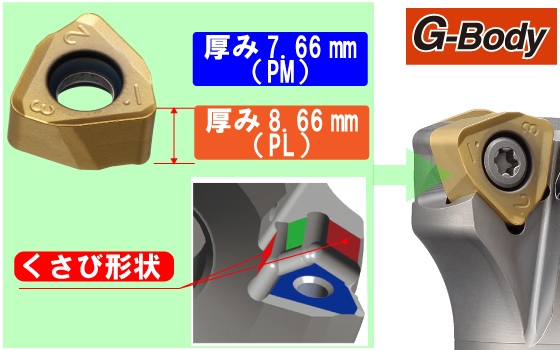
【09タイプ】
高切込み高送り加工を可能にする高剛性仕様
分厚い高剛性インサート(両面6コーナ)と高剛性本体G-Body本体をクサビ形状で強固にクランプすることで、高切込み・高送り加工を実現。また、ランピング加工やポケット加工にも優れ、L/D=6以上の高送り加工も可能です。
Challenges
工具費の高騰にお悩みの方
こんな加工をしたい人におすすめ
6コーナ仕様でコスト低減。
SKSエクストリームは従来のSKSダイマスターに比べて2倍の「6コーナ」仕様。
1つのインサートの使用回数が増えることで、加工コストの低減に貢献します。
工具費の削減
お悩み:片面2コーナの工具を使用しており、コーナ当たりの単価が高い。
依頼して解決したこと
両面6コーナ仕様の高送りカッタ「EXSKS-05タイプと頑固一徹」を採用。コーナ数が3倍になり、工具費を大幅削減。
→事例詳細をチェック
Challenges
加工時間の短縮にお悩みの方
こんな加工をしたい人におすすめ
高送りで時短。
SKSエクストリームは高送り×高切込みで加工時間の短縮を実現します。
加工時間の短縮
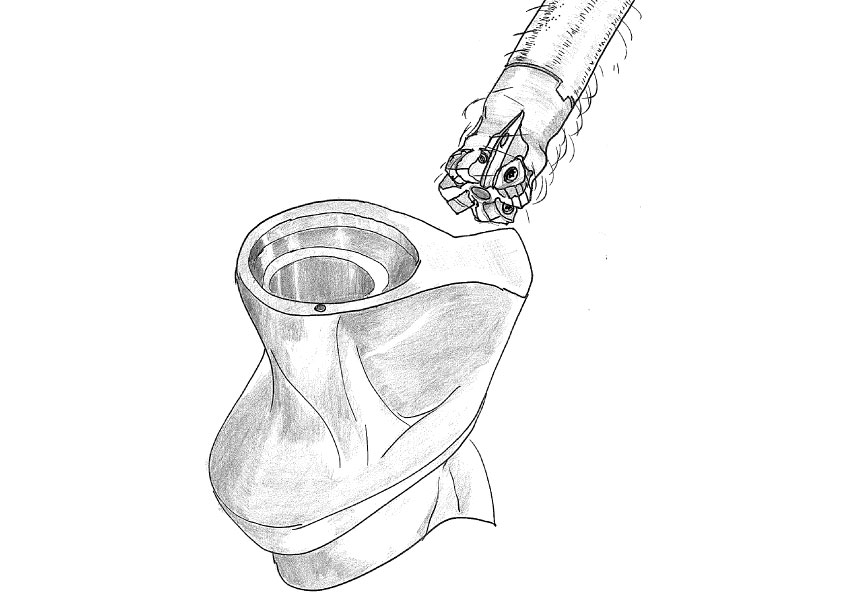
お悩み:スクリューの倣い加工で加工時間を短縮したい。
依頼して解決したこと
「SKSエクストリーム(09タイプ)」を採用加工能率約1.5倍となり、1ワークあたりの加工時間は約8時間削減!さらにインサート寿命は6倍に。
→事例詳細をチェック
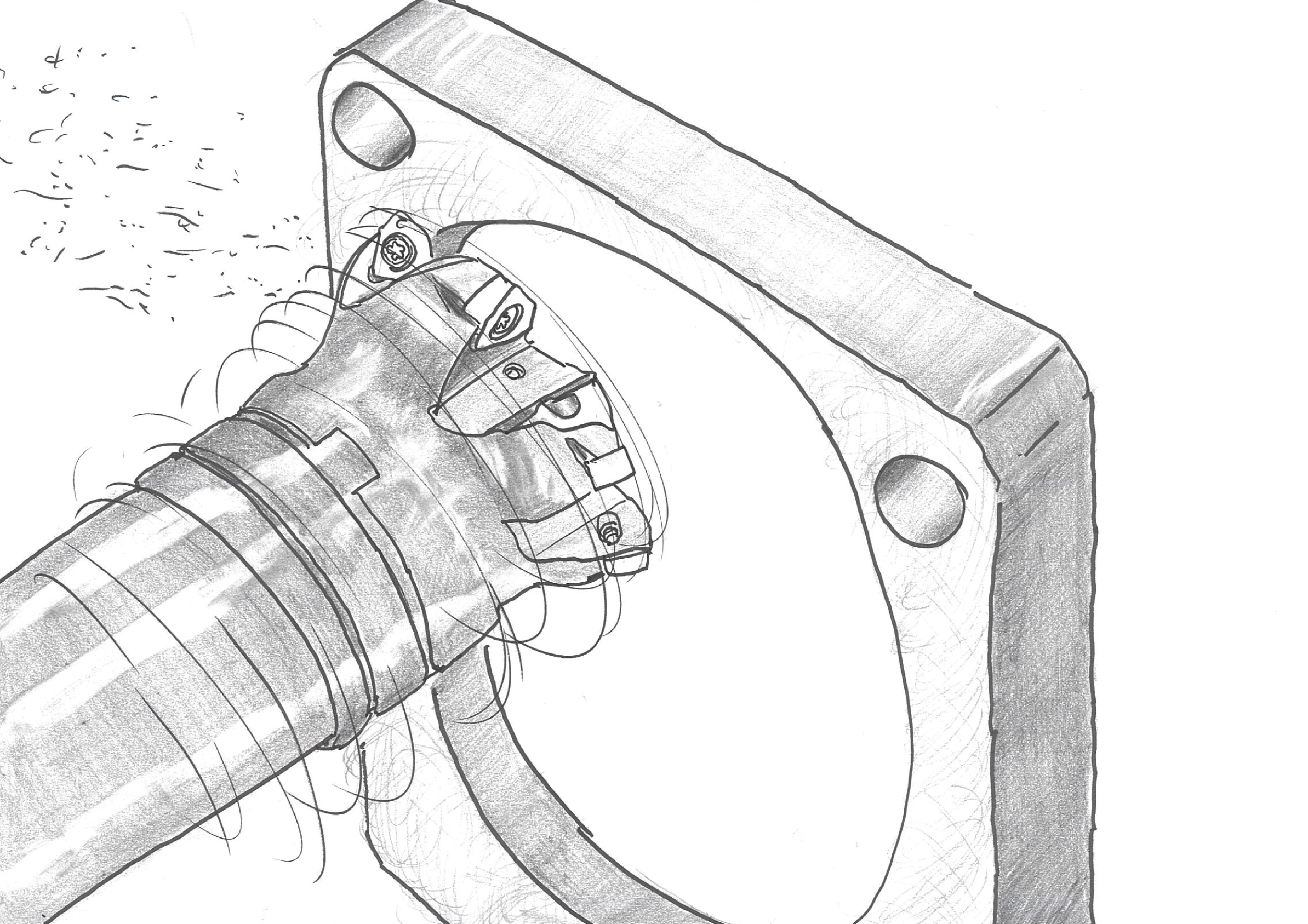
エンジン部品の高能率加工
お悩み:送りを上げて高能率加工を実現したい。
依頼して解決したこと
「SKSエクストリーム(07タイプ)」を採用。送り速度13.5場合の高送り加工で加工能率を3.4倍に大幅改善。両面6コーナでインサートのコーナ数も倍に!
→事例詳細をチェック
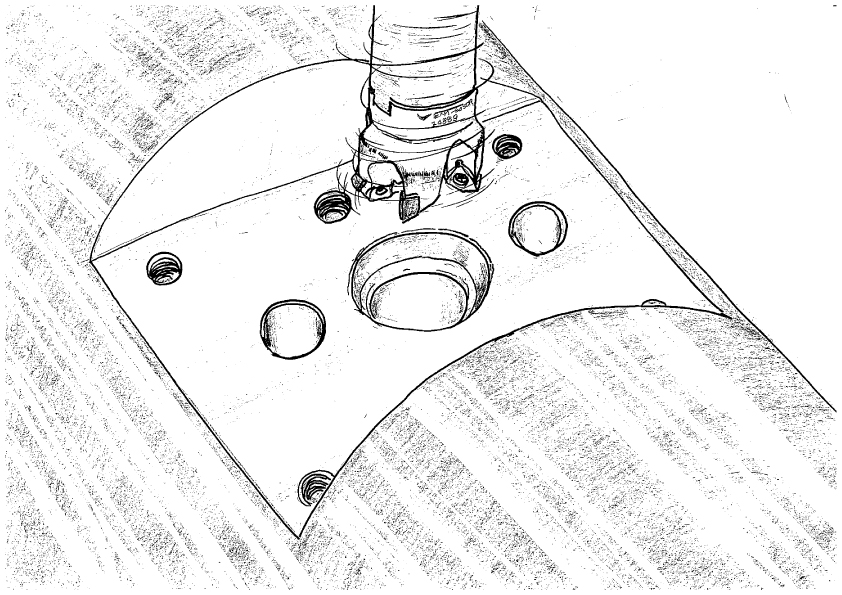
鋳物の平面加工における能率向上
お悩み: 平面加工の効率が悪く、加工時間を短縮したい。工具寿命も伸ばしたい。
依頼して解決したこと
「SKSエクストリーム(07タイプ)」へ切り替え。高送り加工により加工能率を2.3倍に向上。加工可能ワークは110ワーク→235ワーク以上へと2倍以上に増加
→事例詳細をチェック
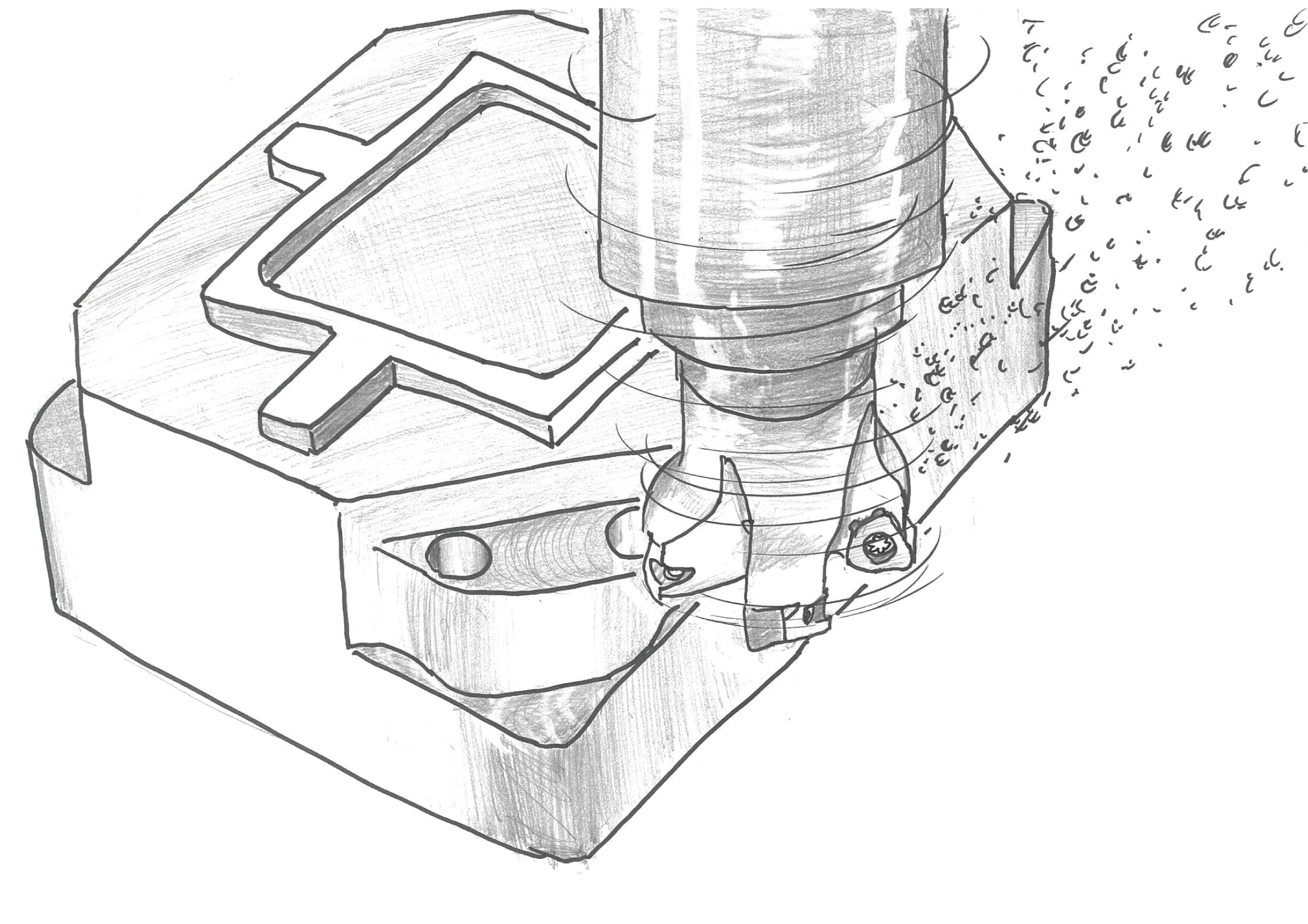
建材部品加工の加工能率改善
お悩み:現行の工具(DRY加工)では、加工面や切りくず処理に苦戦しており、加工能率の向上を目指したい。
依頼して解決したこと
「SKSエクストリーム(09タイプ)」による湿式切削へ変更。送り速度 12倍で、1ワークあたりの加工時間が 90分→64分に短縮。
→事例詳細をチェック
Lineup
各タイプの工具径
| シリーズ | 形番 | タイプ | 工具径 |
|---|---|---|---|
| 05タイプ | EXSKS-05 | ボアタイプ | Φ40~Φ63 |
| EXSKS-05 | シャンクタイプ | Φ20~Φ33 | |
| MEX-05 | モジュラータイプ | Φ20~Φ40 | |
| 07タイプ | EXSKS-07 | ボアタイプ | Φ50~Φ100 |
| EXSKS-07 | シャンクタイプ | Φ32~Φ40 | |
| MEX-07 | モジュラータイプ | Φ32~Φ42 | |
| 09タイプ | EXSKS | ボアタイプ | Φ50~Φ160 |
SKSエクストリームに関するFAQ
PMインサートとPLインサートの特長を教えてください(09タイプ)
PM:最大ap3ミリの高切込み仕様です。平面加工時や切りくず排出量を稼ぎたい場合の第一推奨材種です。
PL:最大apは2ミリですが突出しの長い加工やポケット加工、さらには40HRC 程度の被削材の加工に最適です。
PMインサートとPLインサートの特長を教えてください(05/07タイプ)
PM(一般切削用):鋼材加工における基本の第一推奨インサートです。
PL(低抵抗型):ワークのクランプ剛性が低い場合、機械の剛性が不足している場合、またはビビリが発生する場合に有効です。
インサートの材種の特長を教えてください。
JC7560、JC8050は靭性が高く欠けに強い材種。JC8118は硬度が高く摩耗に強い材種です。
[耐欠損性重視]←JC7560―JC8050―JC8118→[耐摩耗性重視]
被削材ごとのインサート選定の目安はカタログを参照ください。



