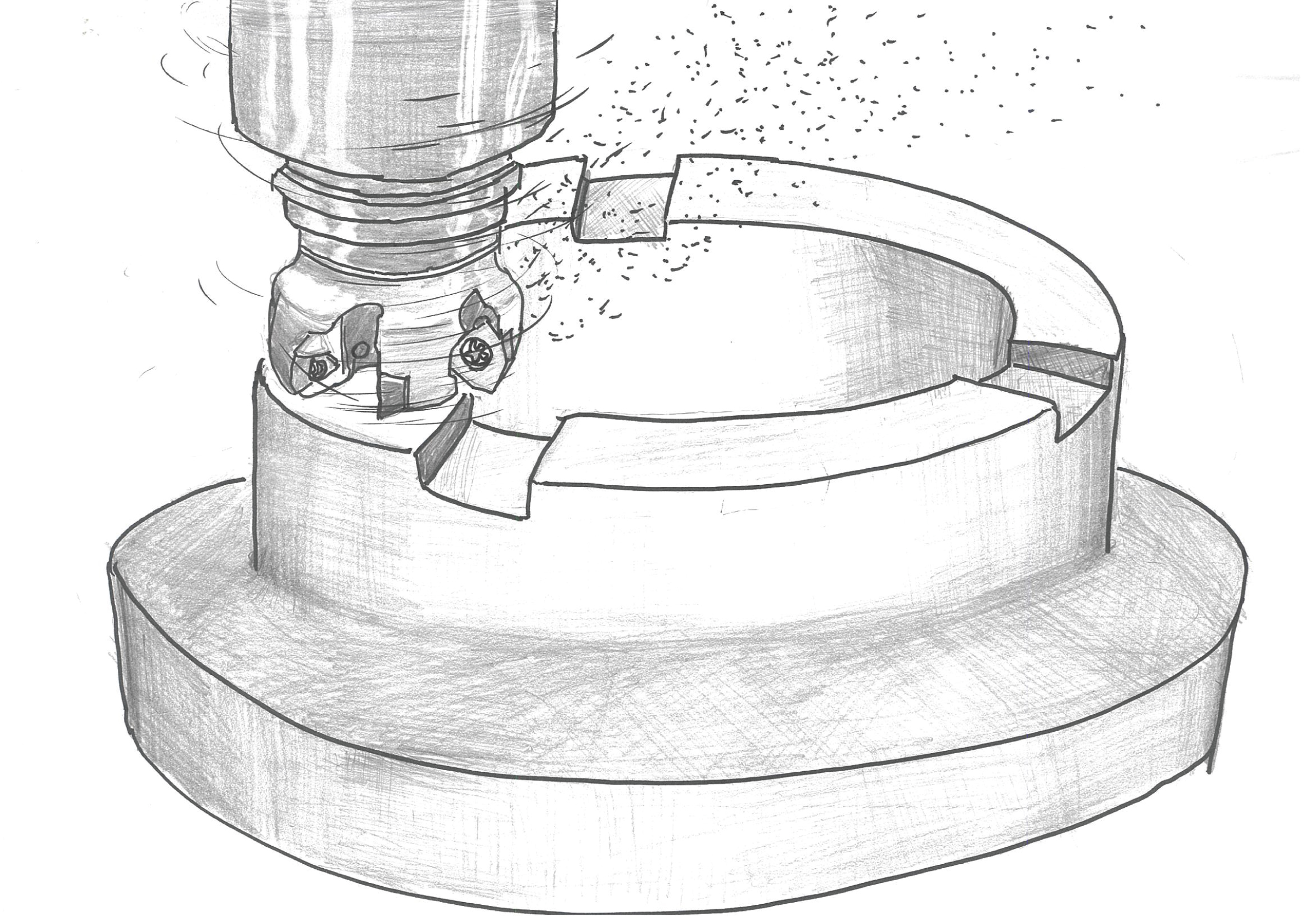
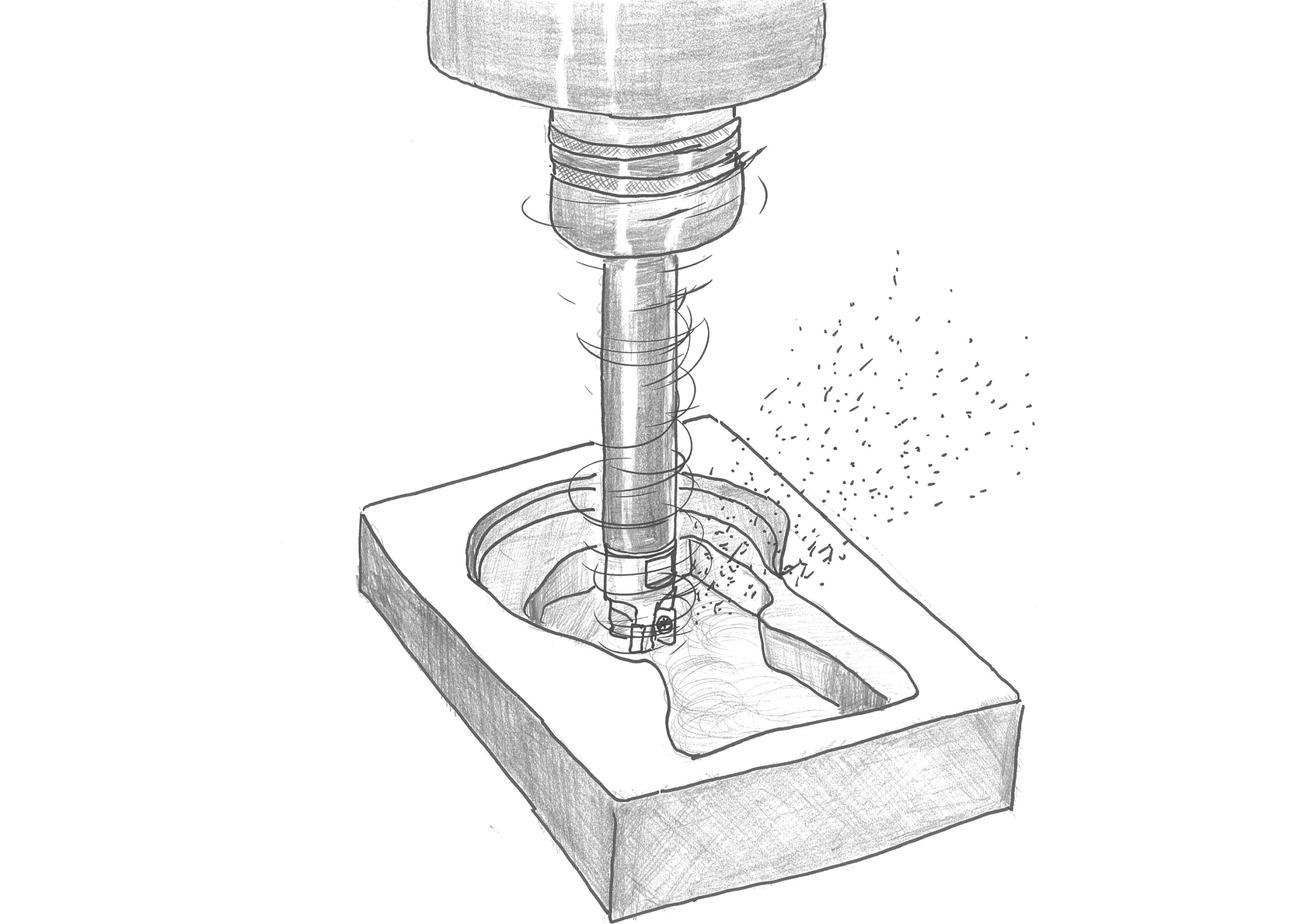
55HRC高硬度材の溝加工(断続切削)で高能率・長寿命を実現。
課題
現行カッタでは送り速度を上げることができず、加工能率が悪い。
現在は2パスでインサートを交換しており、工具寿命が短く工具費がかさむ。
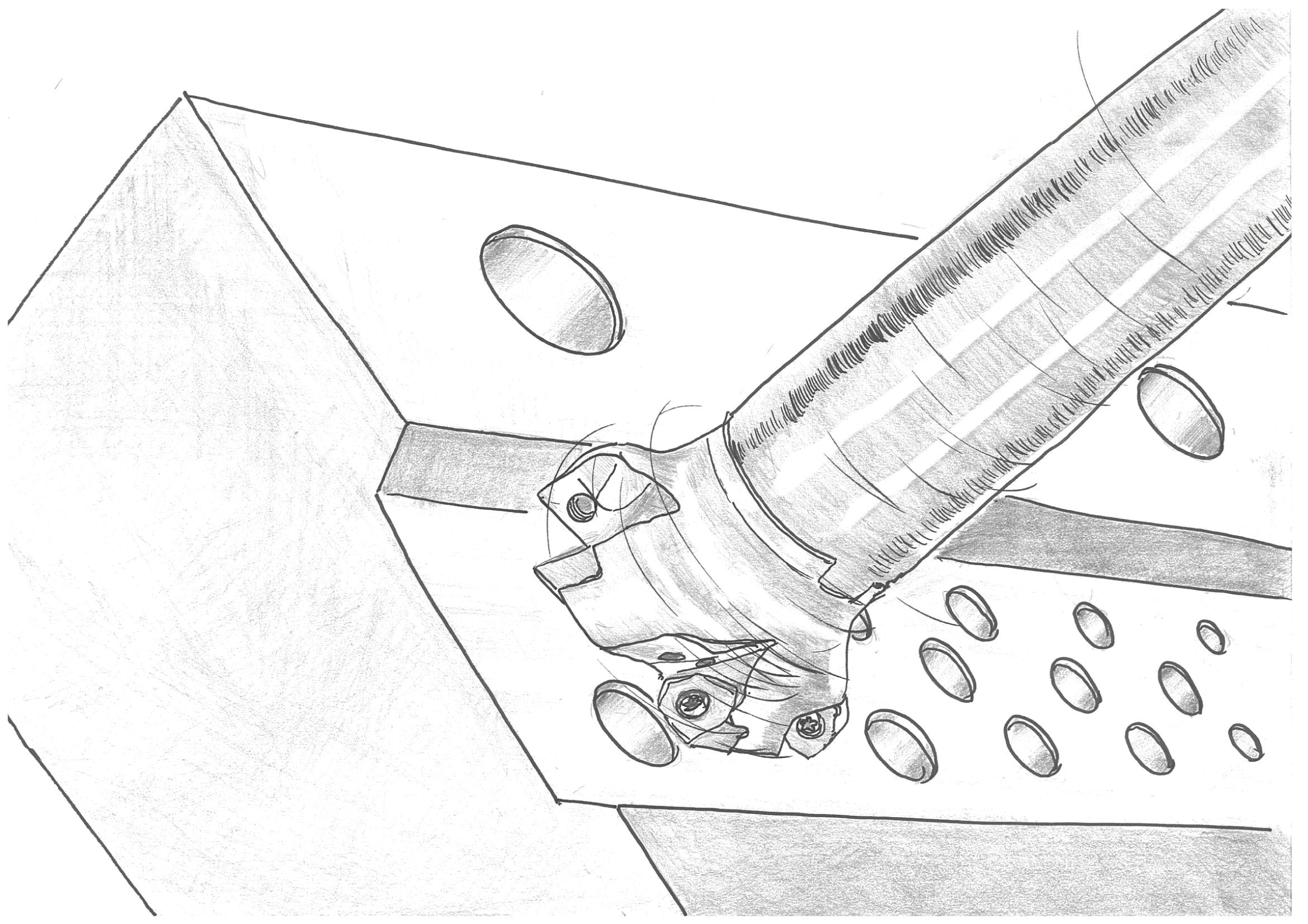
穴付き断続部の加工により、チッピングが発生。
建機メーカー
| ワーク | テストピース |
| 被削材 | 焼入れ鋼(55HRC) |
| 工具 | EXSIX-5066R-22(Φ66・5N) |
| インサート | YCMU090708ZER-PM(JC8118) |
| 切削条件 | n=400 (min⁻¹) Vc=83 (m/min) f=0.5 (mm/rev) Vf=200 (mm/min) ap=0.25 (mm) ae=66 (mm) Q=3.3 (cm⁻³/min) 外部給油・エアー |
改善結果
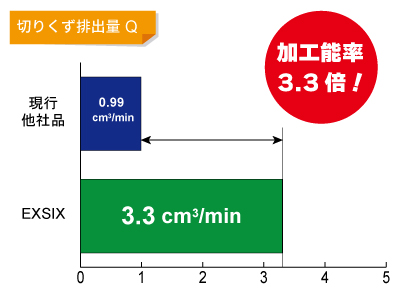
| ①加工能率向上 高硬度材の溝加工において、送り速度 Vf が、60→200 (mm/min)に。切りくず排出量 Q も 0.99→3.3 (cm³/min)となり、加工能率約3.3倍と大幅UP! ②長寿命化 アキシャルレーキ角がポジ仕様の低抵抗設計インサートによりチッピングが抑制され、現行の2パスはもちろん、4パス加工後も継続使用可能との結果に。インサート寿命は2倍以上に。 |
 |
ショルダー6