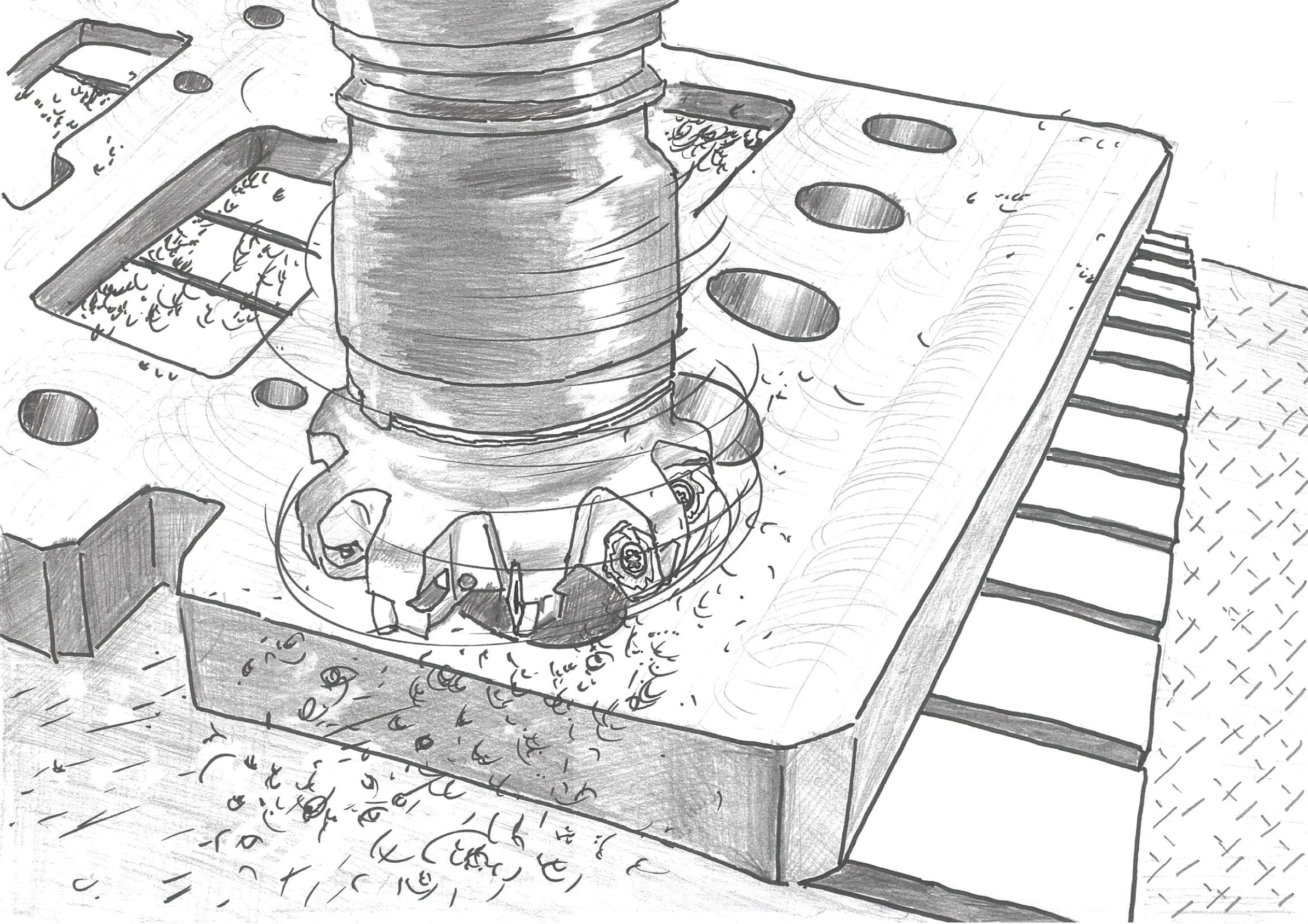
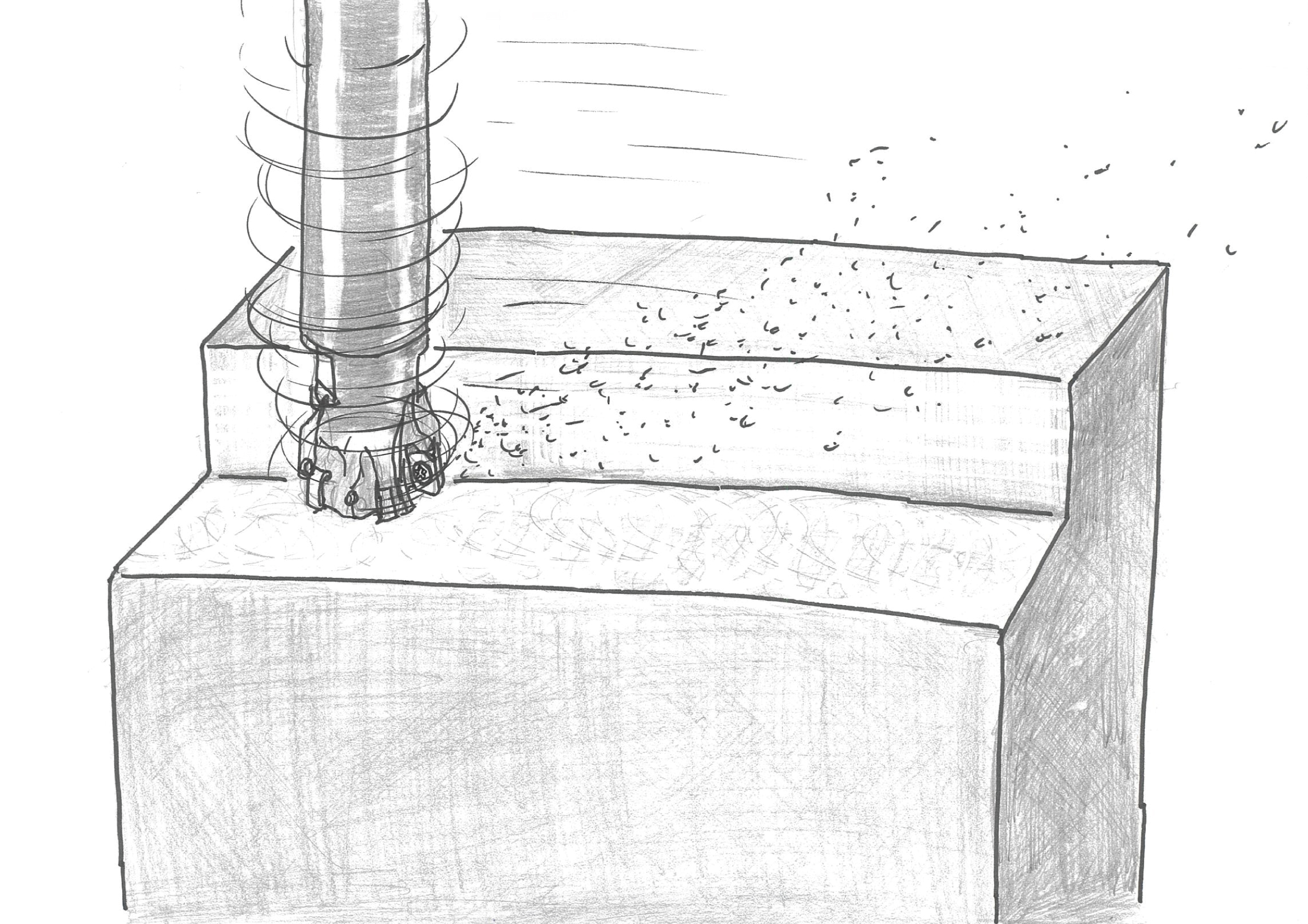
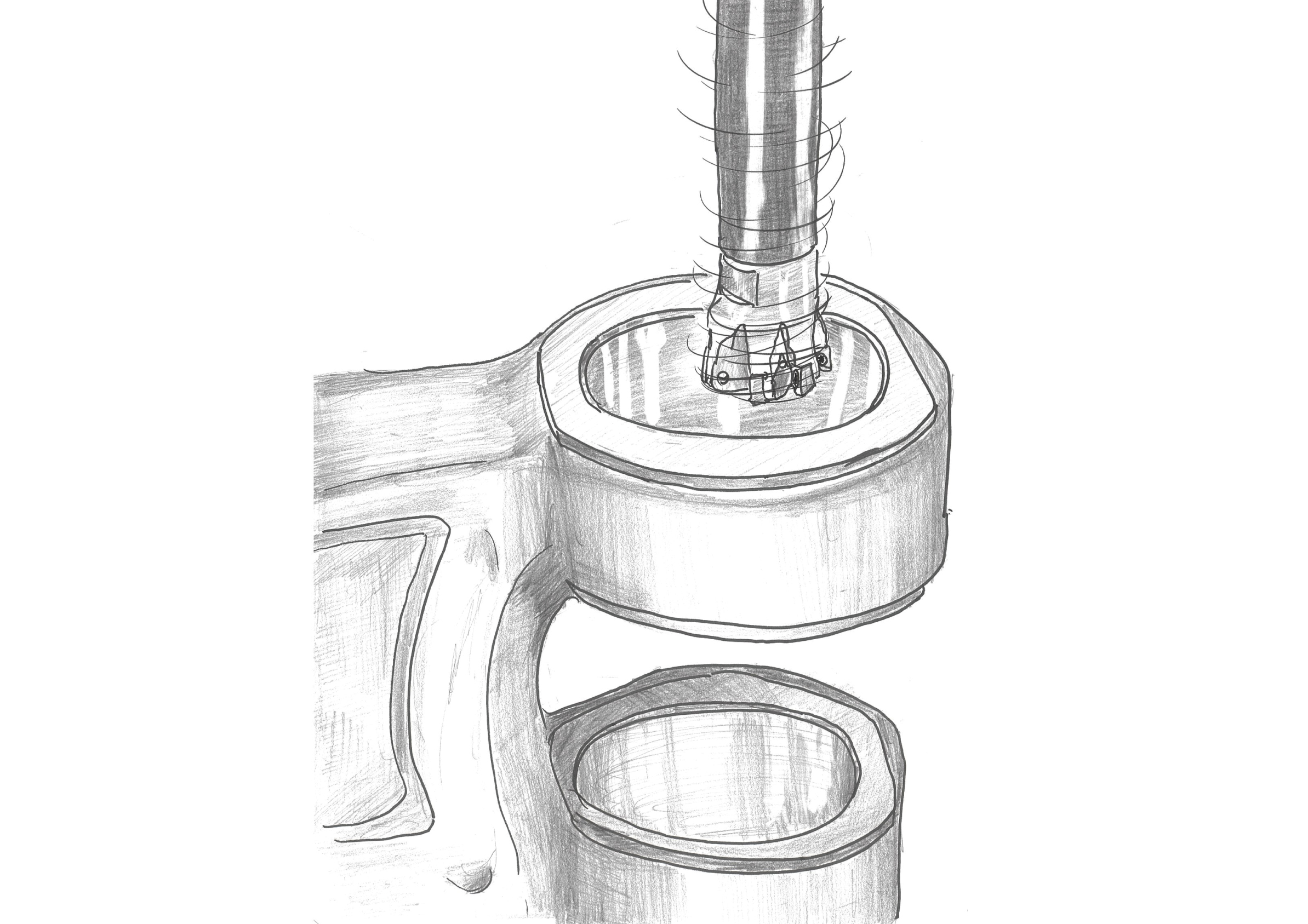
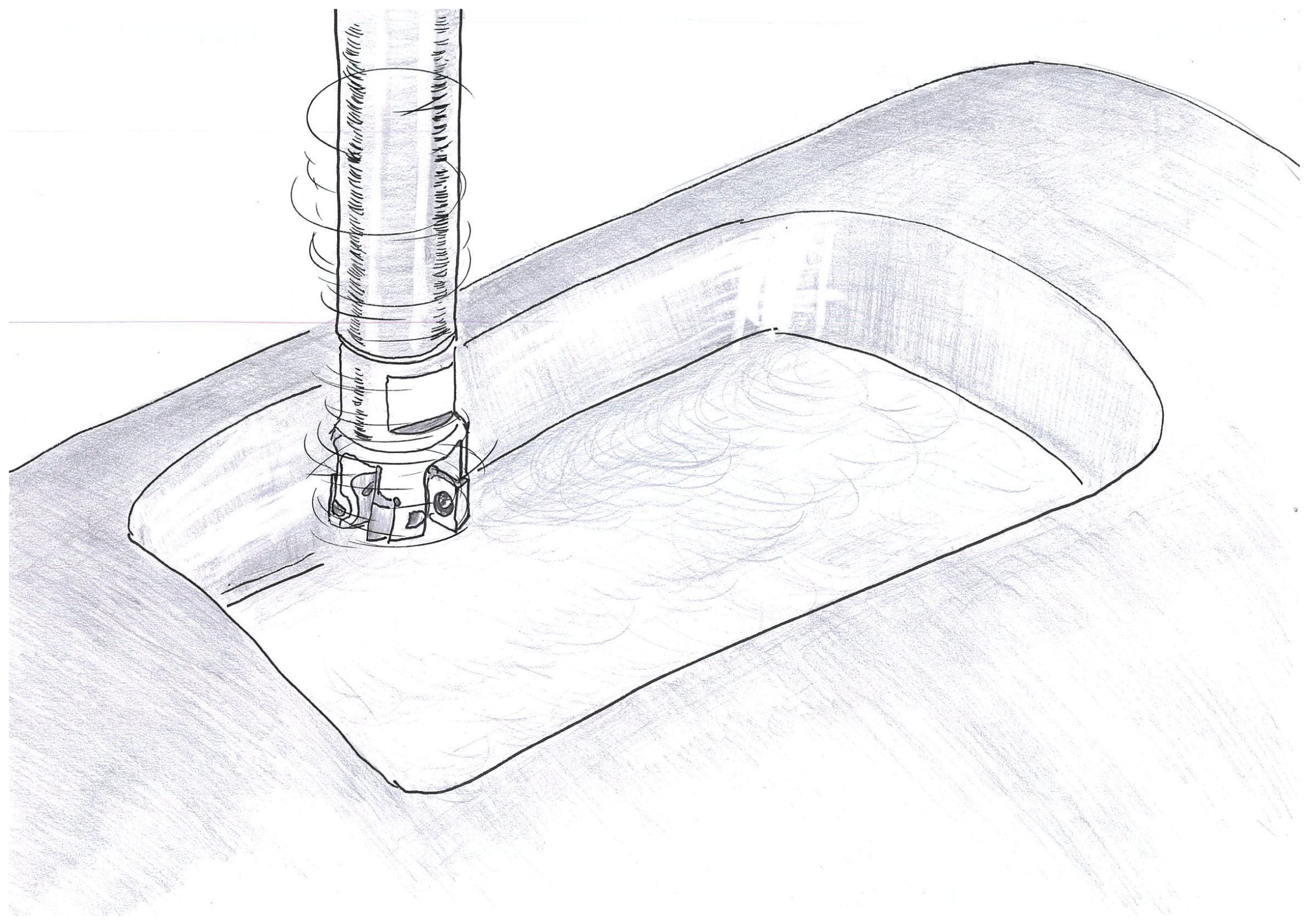
切りくず排出性抜群!深堀ポケット加工をMQXで高能率に安定加工!
課題
不安定ワークのため、ポケット加工時にビビりが発生。
深掘り加工時のインサート摩耗スピードが速く、工具寿命が短い。
金型加工ユーザ
| ワーク | テストピース(不安定ワーク) |
| 被削材 | 合金工具鋼(SKD61, 30HRC) |
| 工具 | MQX-4020-M10(Φ20・4N) |
| インサート | EPMT100312ZER(JC8050) |
| アーバ | MSN-M10-40-S20C |
| 切削条件 | n=2,850 (min⁻¹) Vc=178.9 (m/min) f=1.75 (mm/rev) Vf=5,000 (mm/min) ap=0.6 (mm) ae=14 (mm) Q=42 (cm³/min) 外部エアー |
改善結果
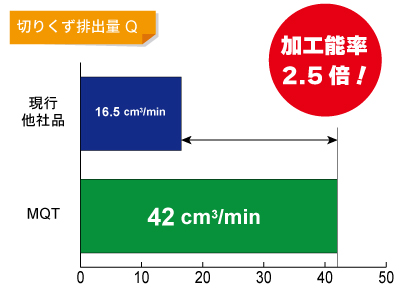
| ①加工能率向上 切りくず排出量 Q が 16.5→42 (cm³/min)と2.5倍になり、加工能率大幅UP!切りくず排出性も良く、ポケット部の加工において噛みこむこともなくなり割れの防止にもつながった。 ②長寿命化 超硬シャンクアーバ『頑固一徹』とモジュラーヘッドタイプの組み合わせにより、不安定ワークにも関わらず、ビビりを抑制し、インサートの摩耗も低減! |
 |
QMマックス