SSにおける突き出しの長い側面加工で、加工面精度向上と工具寿命延長を実現!
課題
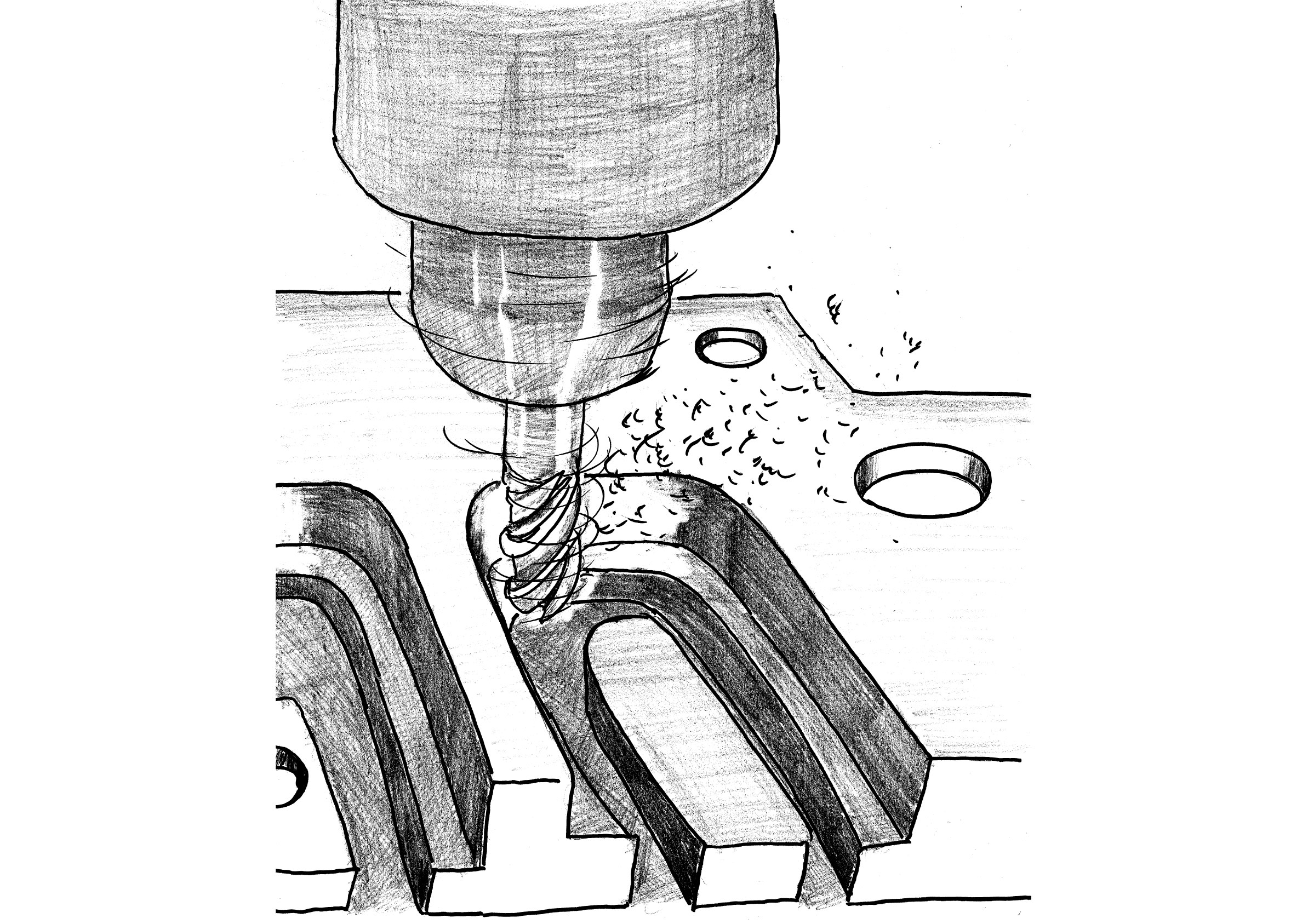
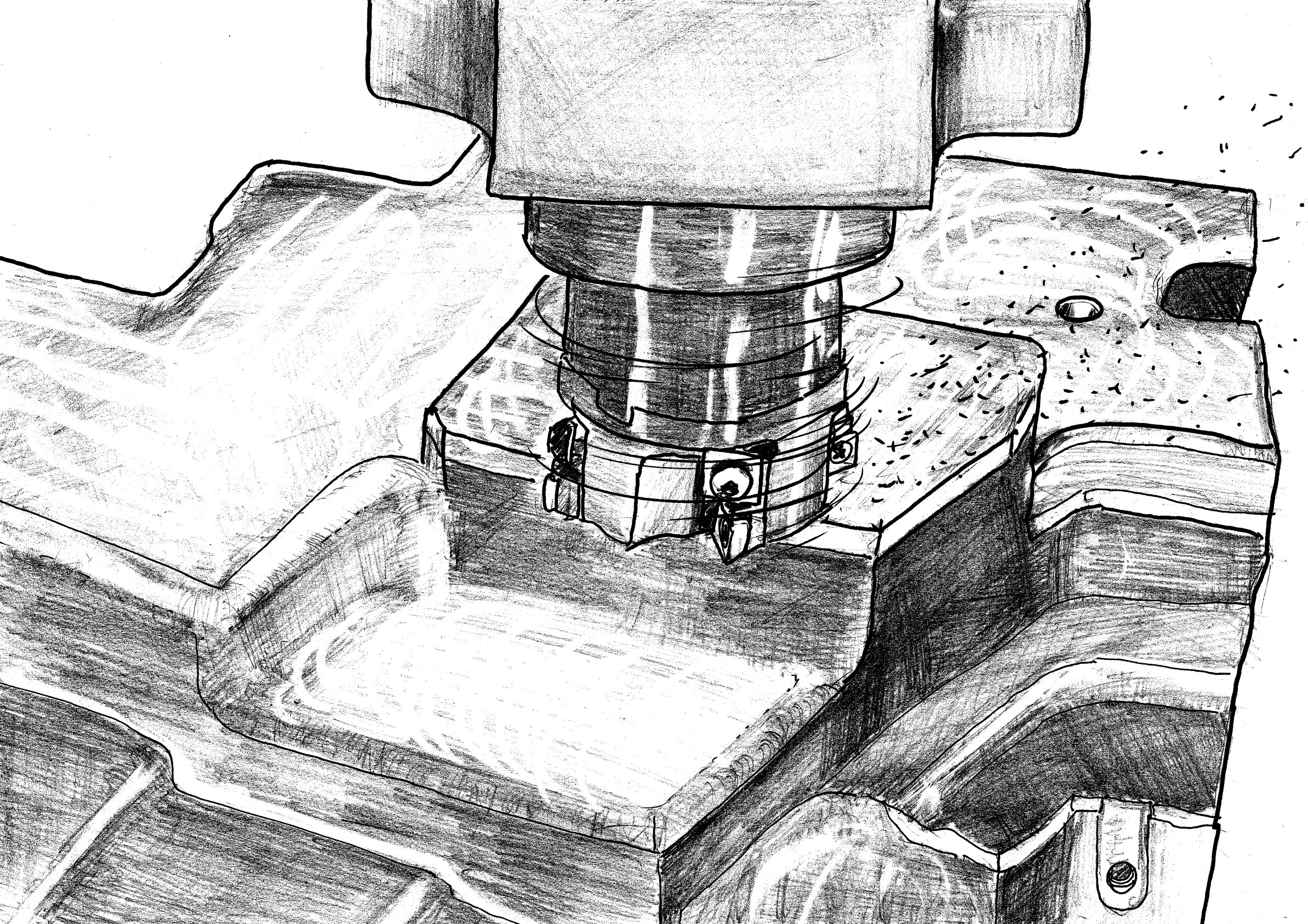
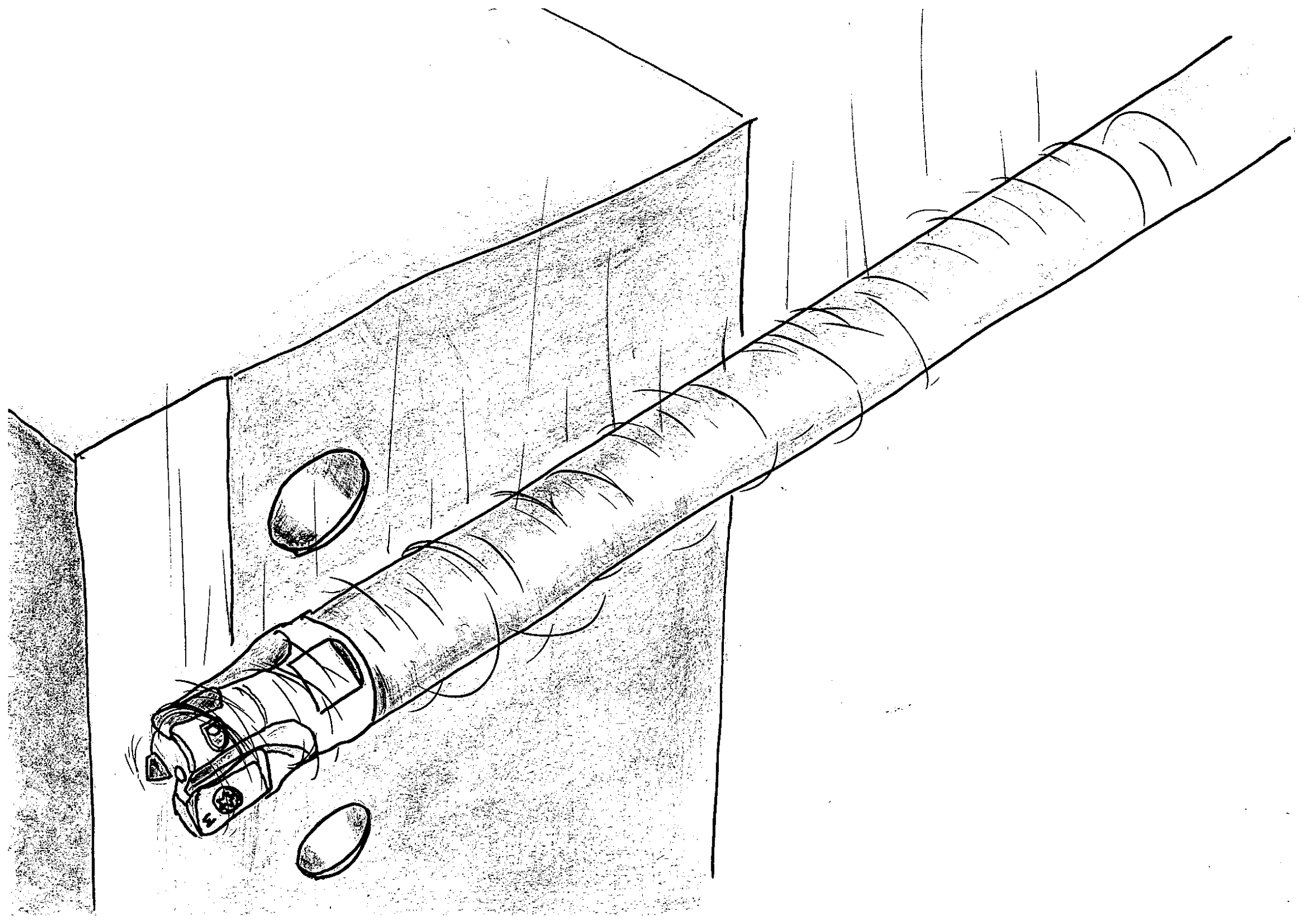
突き出し長さ200mm(ゲージ長400mm)と長く、ビビりが発生し加工面精度が悪い。
ビビりの発生によりインサート摩耗が速く、工具寿命が短い。
部品加工ユーザ
| ワーク | 車両部品 |
| 被削材 | 炭素鋼(SS400) |
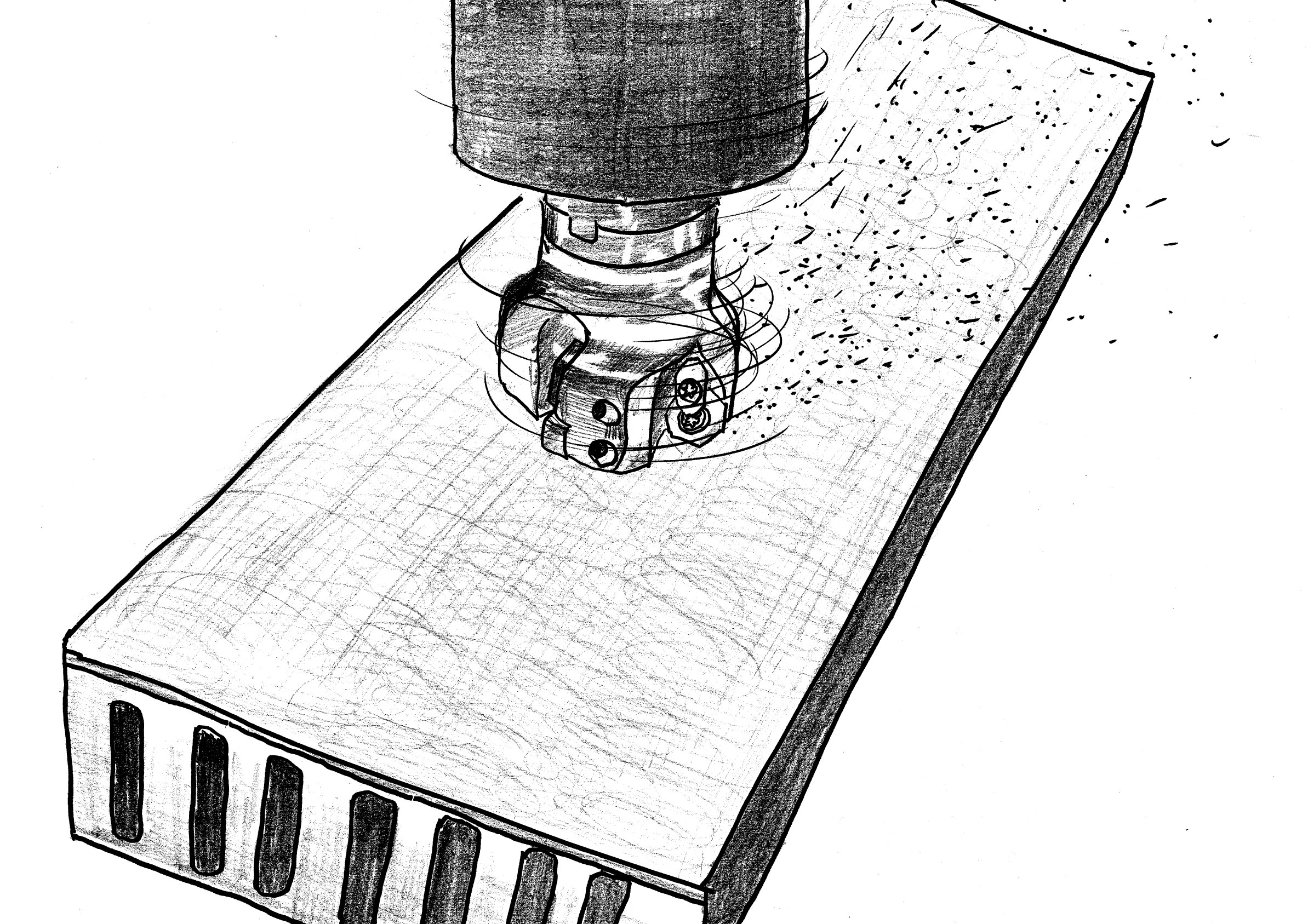
| 工具 | SSV-3032-M16(Φ32・3N) |
| インサート | ZOMT160508ZER-PM(JC8118) |
| 切削条件 | n=1,500 (min⁻¹) Vc=151 (m/min) f=1.47 (mm/rev) Vf=990 (mm/min) ap=3 (mm) ae=5.8 (mm) 外部給油・エアー |
改善結果
| ①加工面精度向上 モジュラーヘッドと超硬シャンクアーバ『頑固一徹』との組み合わせにより、ビビりを大幅に抑制し、加工面精度の向上を実現。 ②長寿命化 ビビりの抑制を実現できたことでインサートの摩耗スピードも抑制され、工具寿命の延長を実現。 |
SIC-EVO