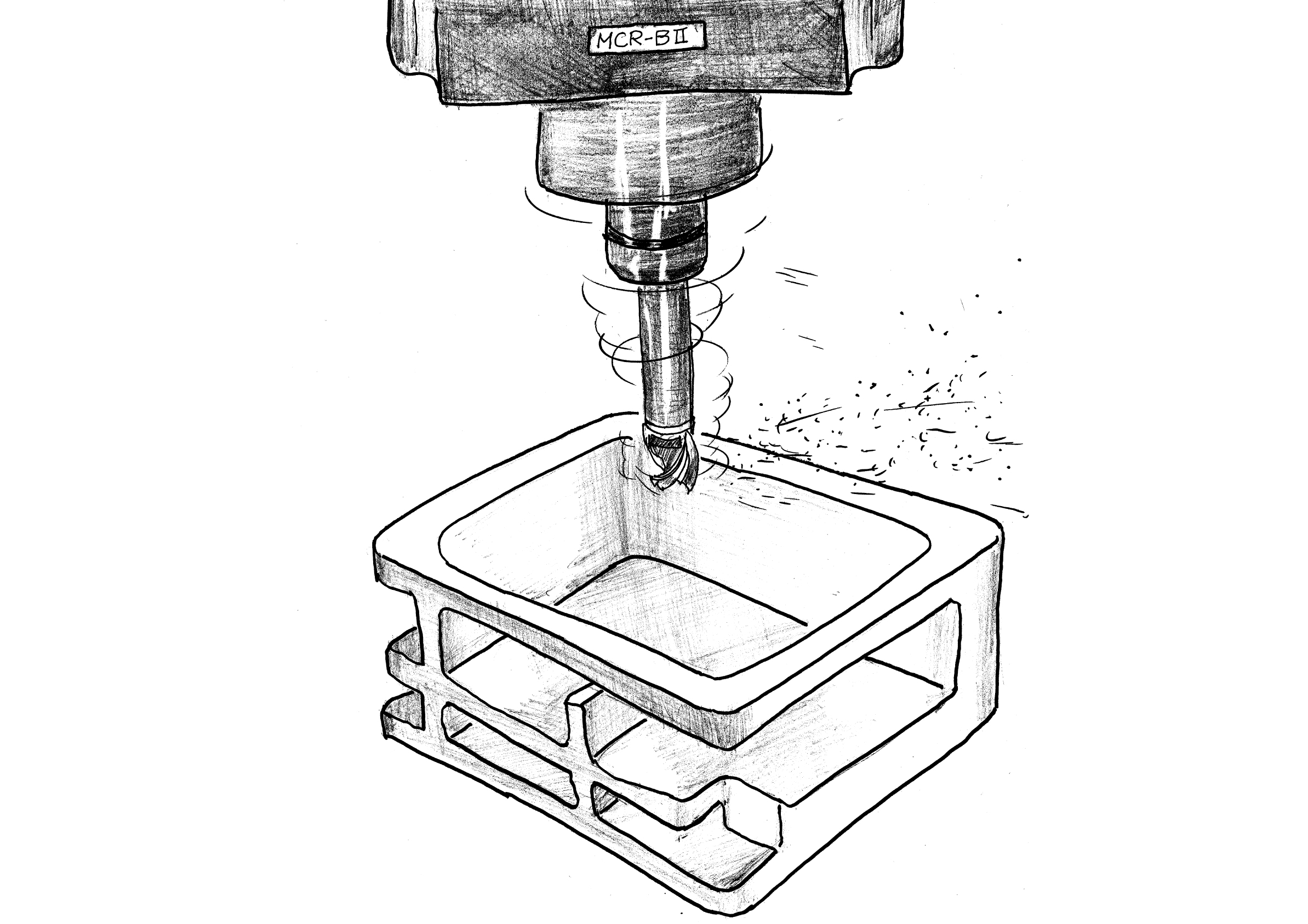
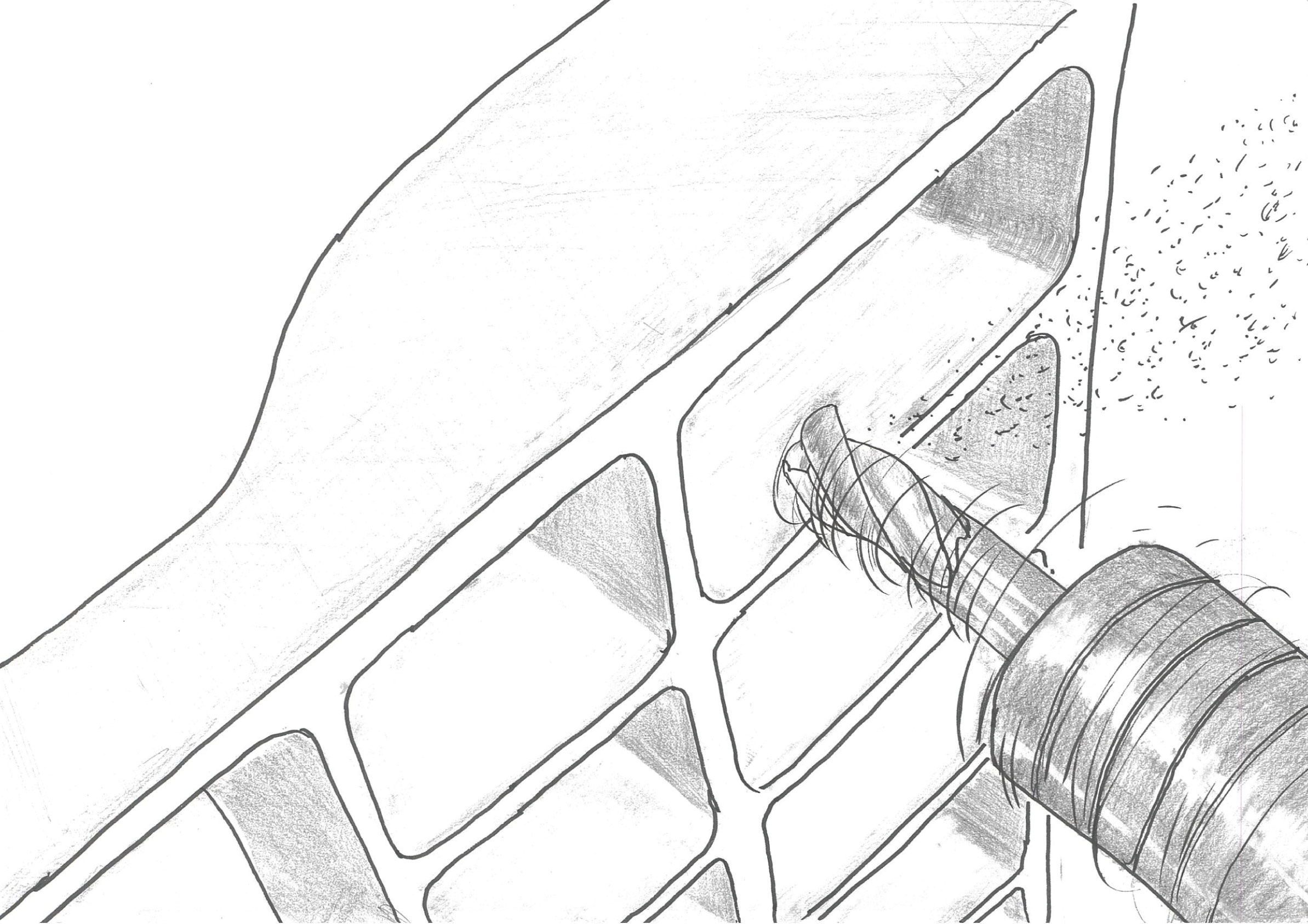
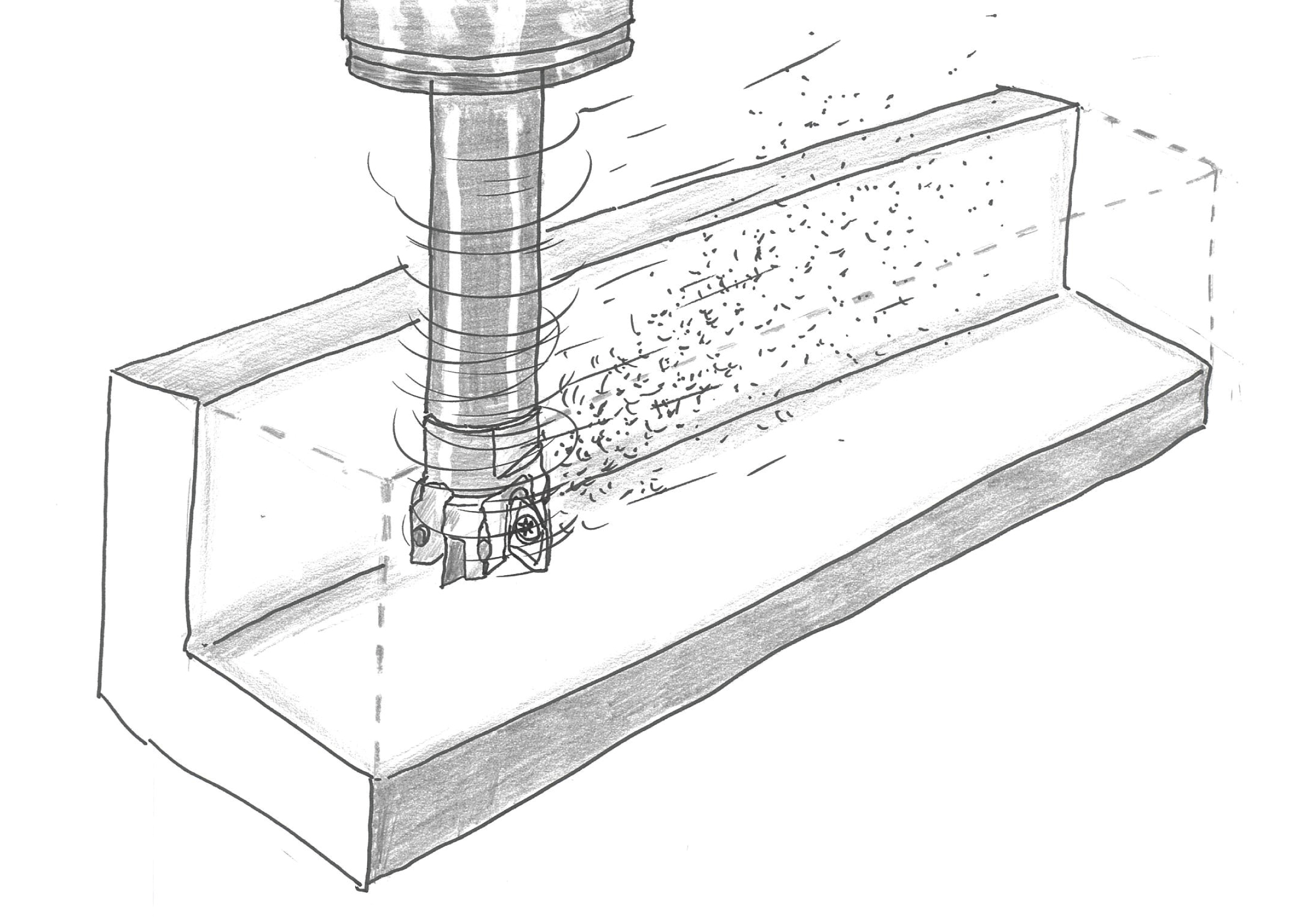
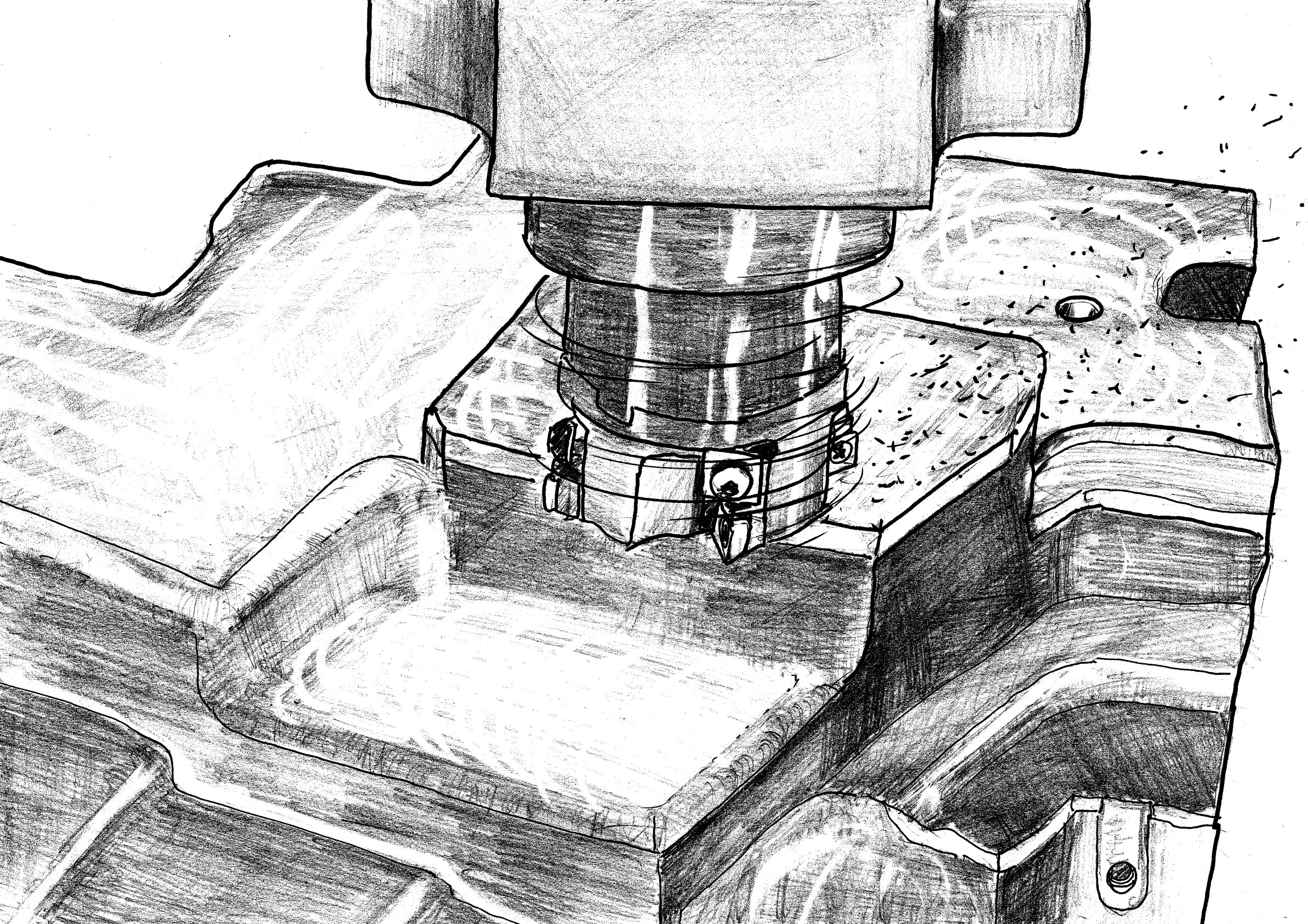
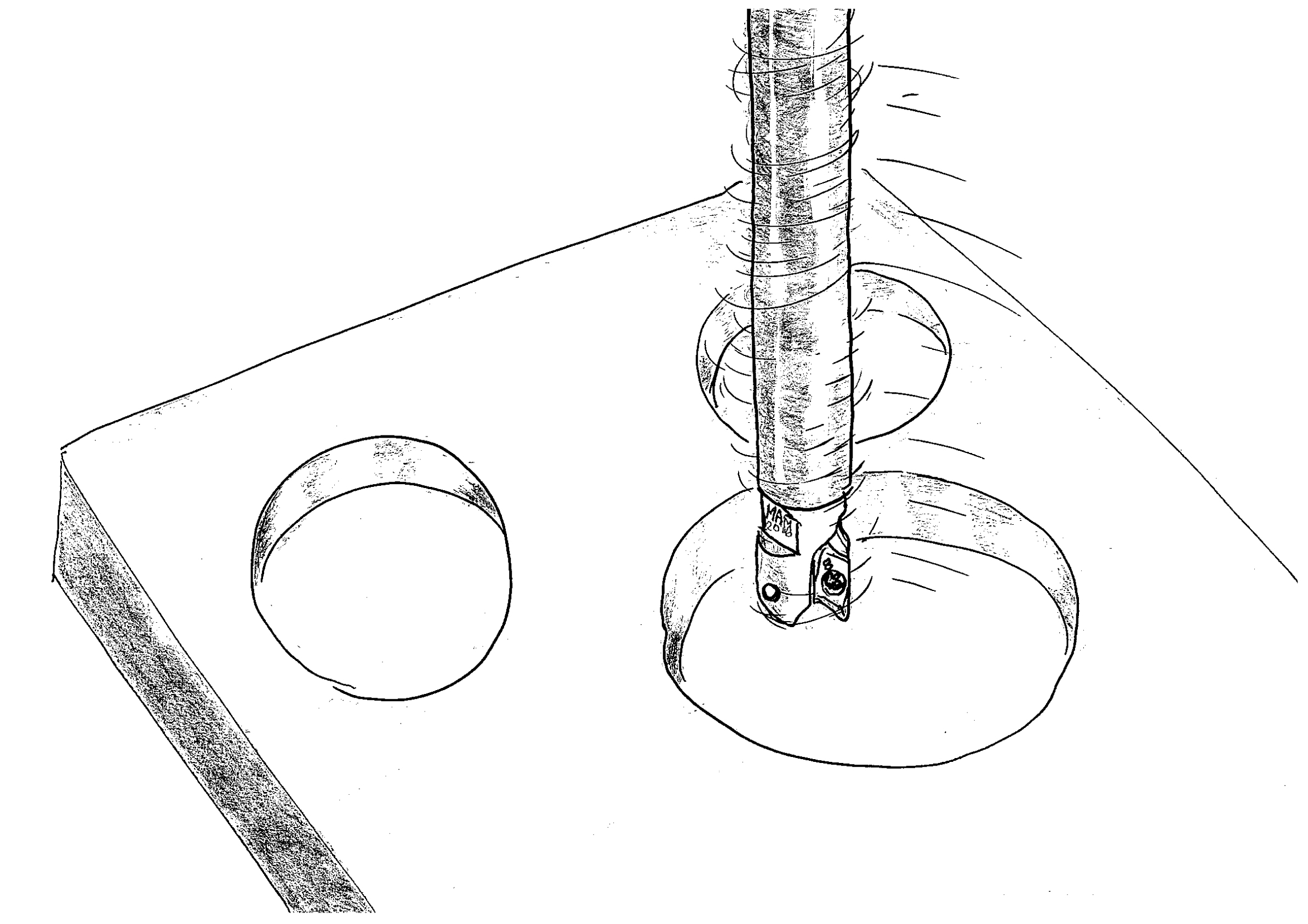
アルミ合金の薄肉ワークにおけるヘリカル加工でも低抵抗&高能率!
課題
現行カッタでは薄肉ワークの加工のため抵抗が高く、加工方法に困っていた。
金型加工ユーザ
| ワーク | テストピース |
| 被削材 | アルミ合金(A2017) |
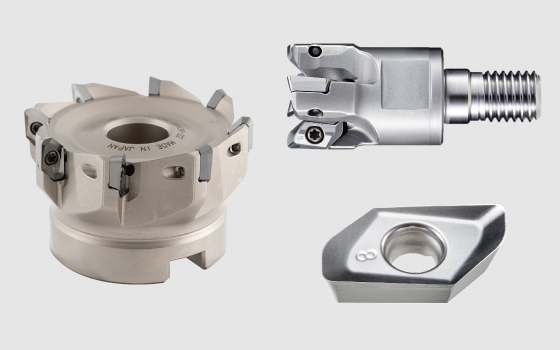
| 工具 | MAM-2016-M9(Φ16・2N) |
| インサート | XOET080308PDFR(FZ05) |
| アーバ | MSN-M8-40-S16C |
| 切削条件 | n=6,000 (min⁻¹) Vc=301 (m/min) f=0.33 (mm/rev) Vf=2,000 (mm/min) ap=1.5 (mm) ae=16 (mm) Q=48 (cm³/min) 内部給油・水溶性 |
改善結果
| ・高能率加工 薄肉ワークのヘリカル加工でも抵抗が低く、高能率加工を実現! |
エアロチッパーミニ