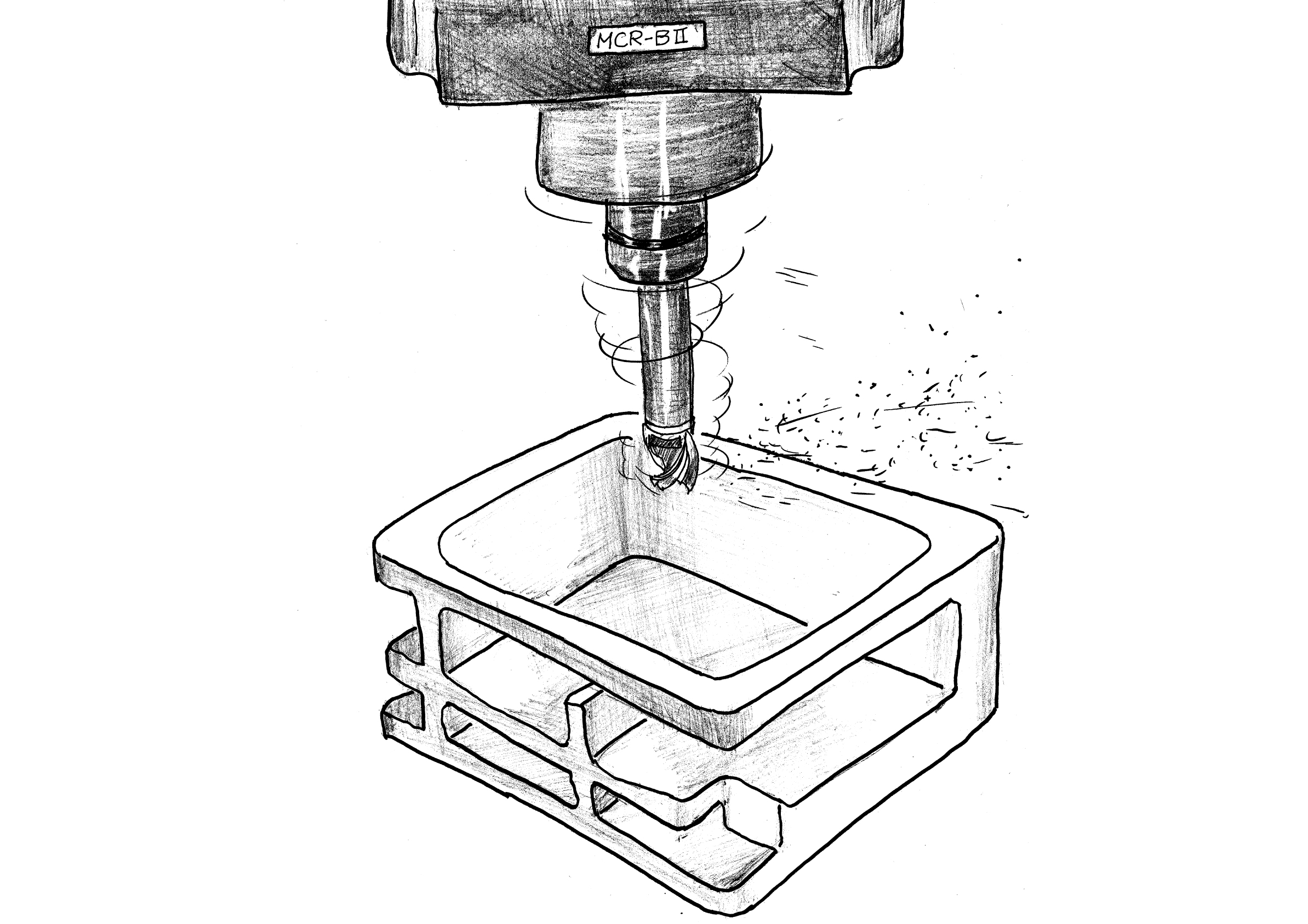
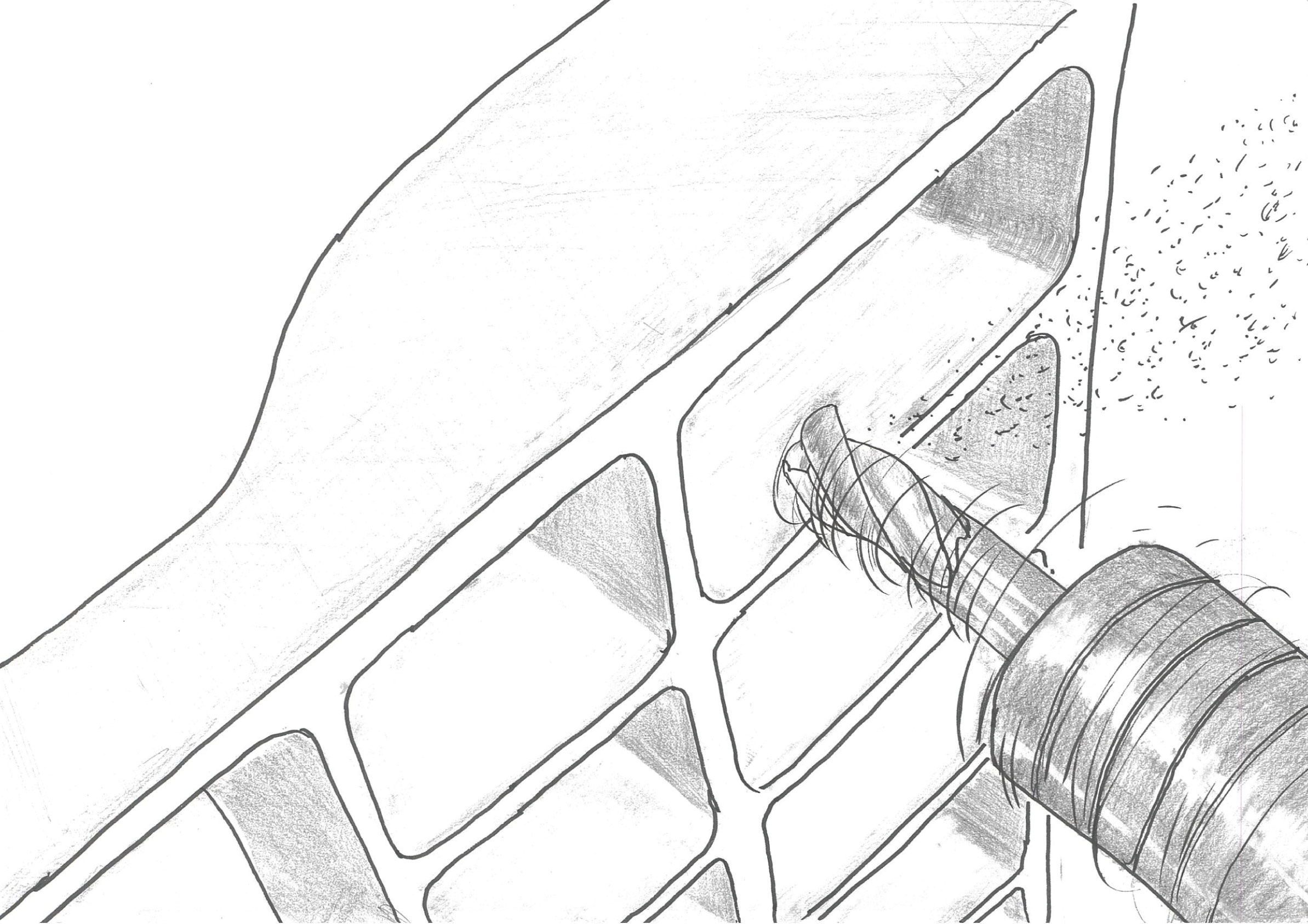
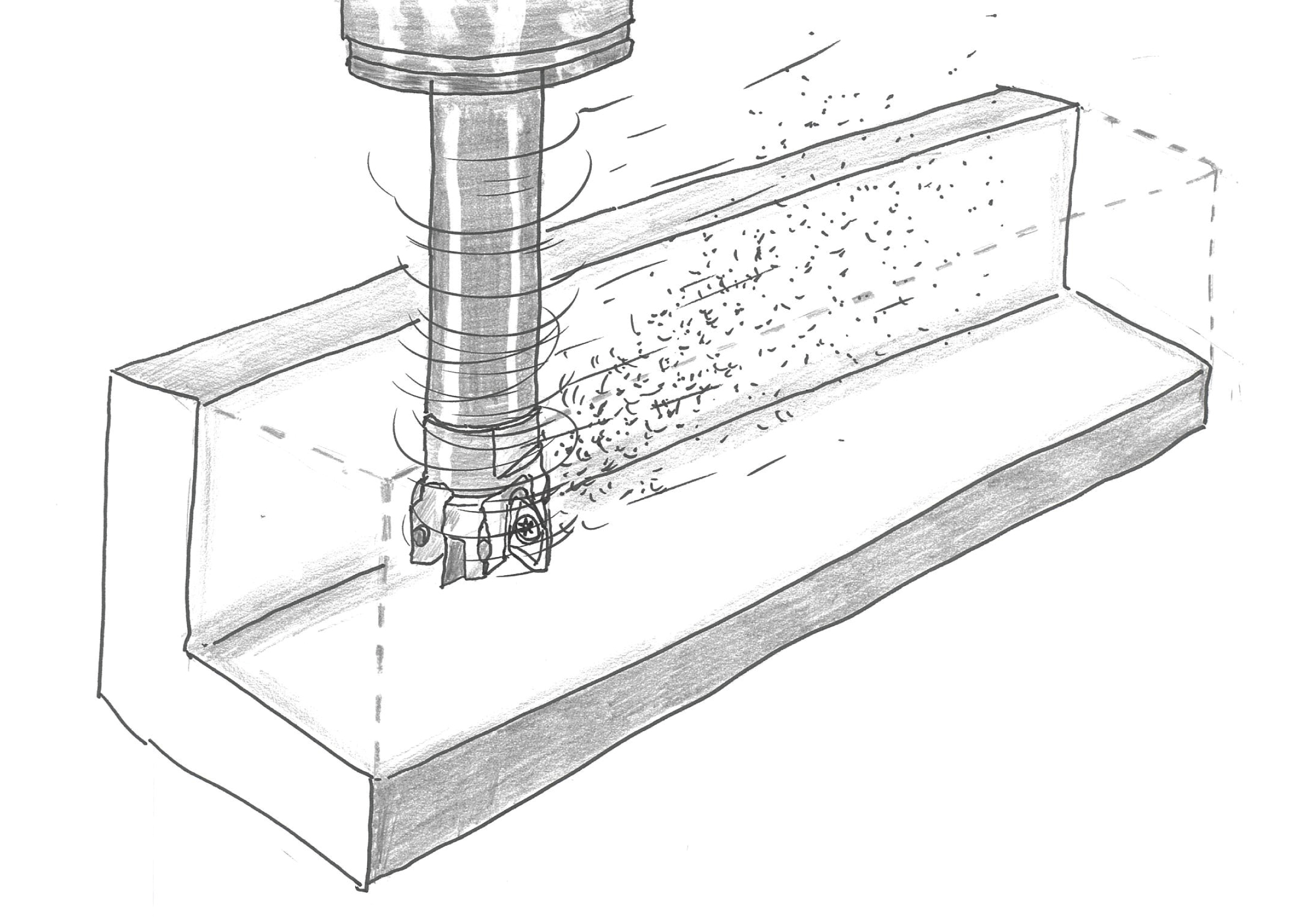
アルミ用Sヘッドで、突き出しの長さ5Dの加工能率を改善! 2026/07/01 加工事例 #N_非鉄金属_アルミ#アルミ用Sヘッド Tweet 課題 突き出し長さ5Dのアルミ合金ポケット加工で、切削条件を上げたい。 鋳造設備製造メーカー ワーク 砂型造型機型枠 被削材 アルミ合金(A6000系) 工具 SMAL-3250-M12 MSN-M12-185S-S24C 切削条件 n=1,700 (min⁻¹) Vc=113.5 (m/min) f=0.1 (mm/rev) Vf=500 (mm/min) ap=3 (mm) ae=3 (mm) Q=4.5 (cm³/min) 水溶性切削油 改善結果 ・加工能率が改善され安定切削が可能に 突き出し長さが径の5倍の加工でも、安定した切削が可能となった。 アルミ用Sヘッド SMAL形 製品の詳細・カタログはこちら 加工事例一覧 Tweet