アルミダイカスト金型の加工で、約2倍の高能率化を実現!
課題
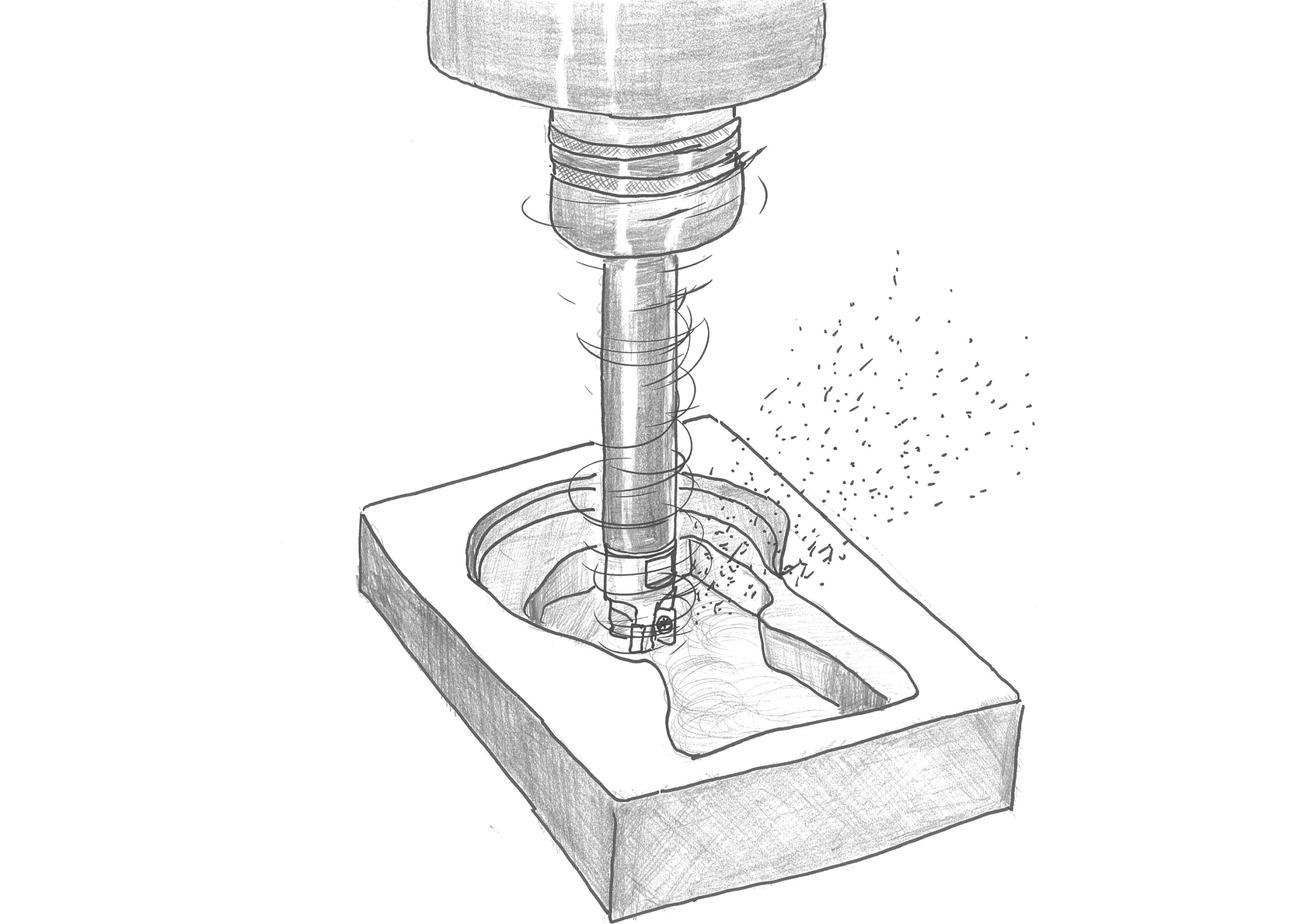
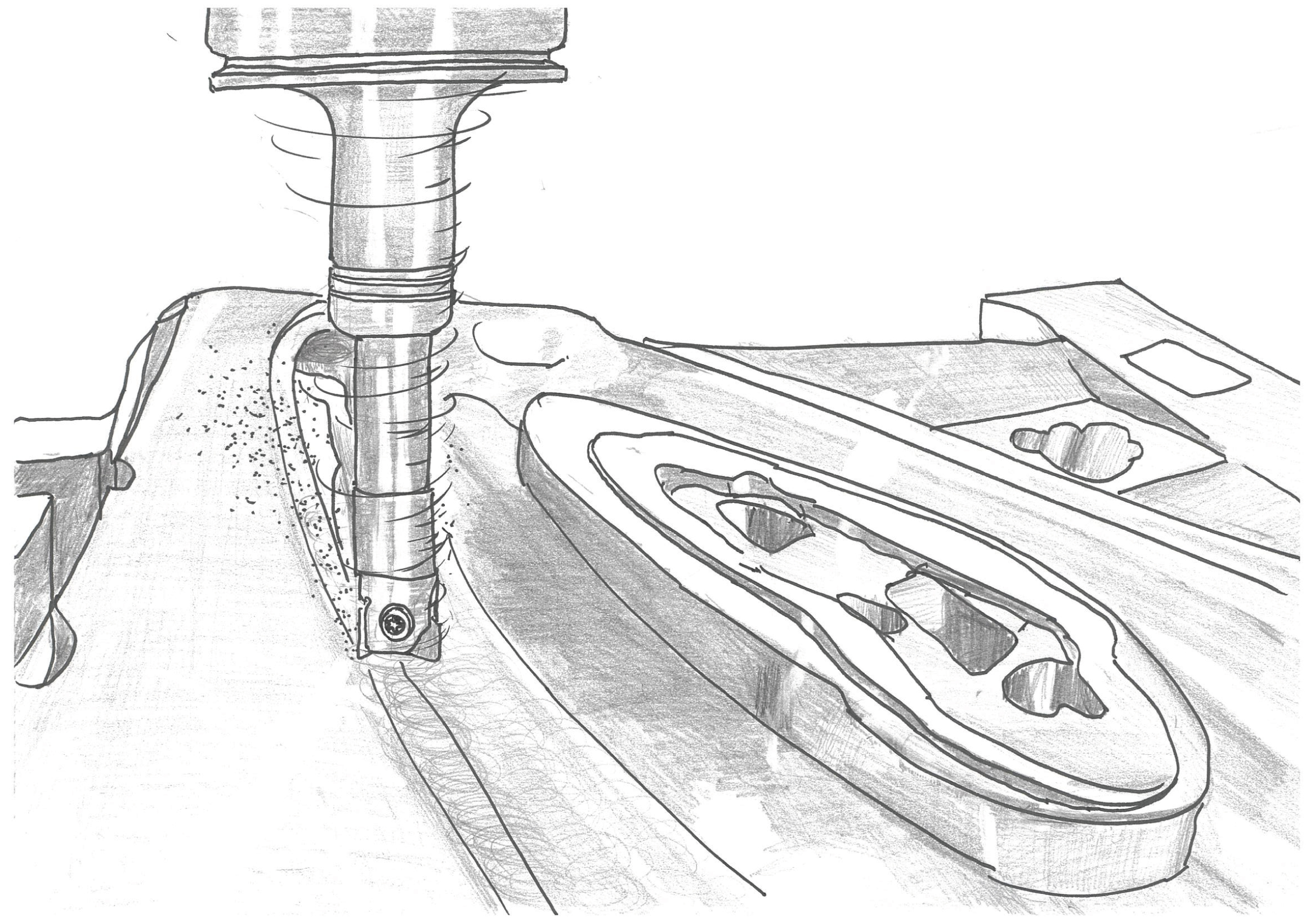
現行カッタでは側面加工時に段差が発生。
エンドミルでの仕上げ加工のため、加工時間・加工費が増加。
部品加工ユーザ
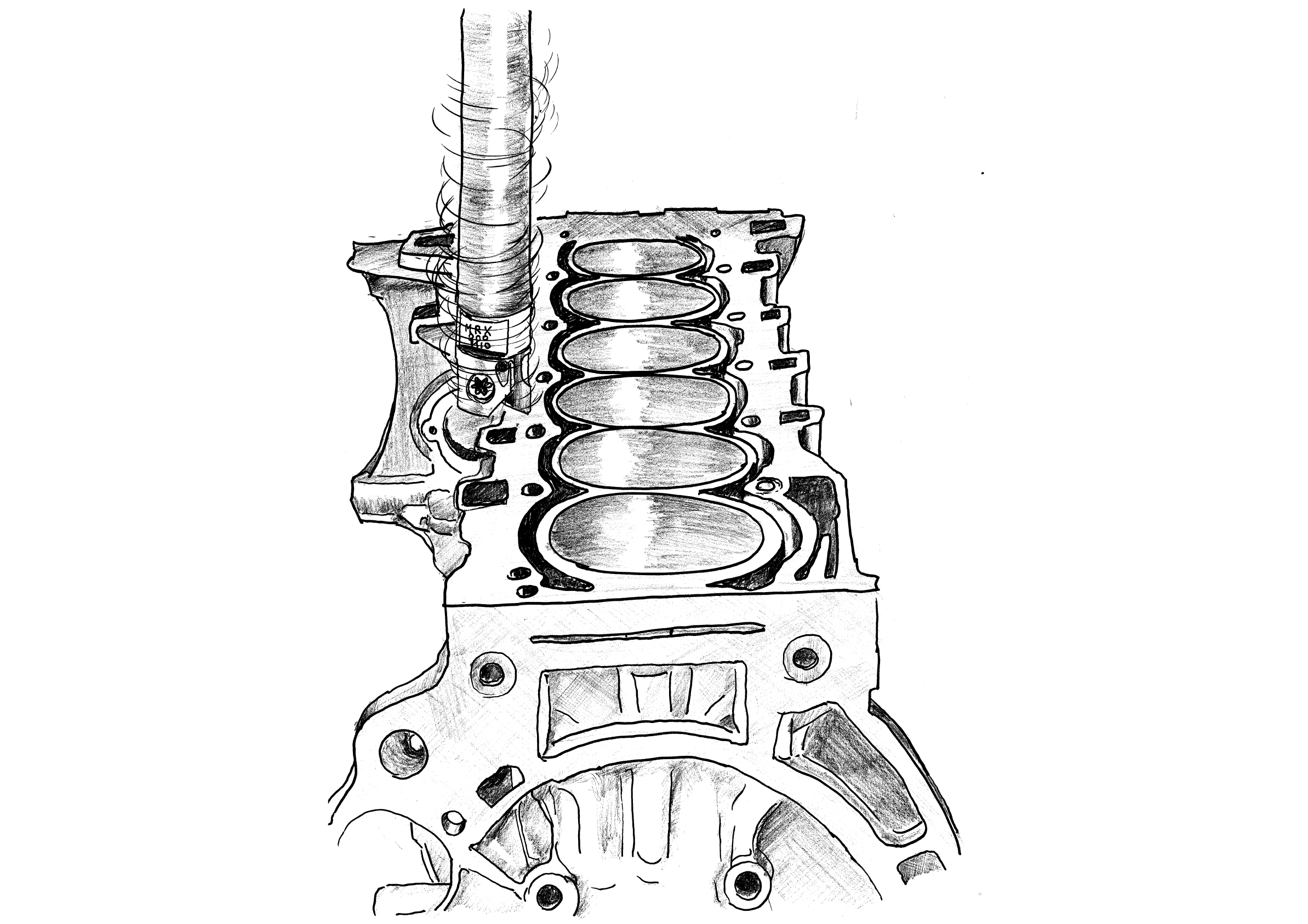
| ワーク | アルミダイカスト型 |
| 被削材 | 合金工具鋼(DAC55, 48HRC) |
| 工具 | MRX-200-M10(Φ20・2N) |
| インサート | FRM-200-R10(DH102) |
| アーバ | MSN-M10-90-S20C |
| 切削条件 | n=6,600 (min⁻¹) Vc=415 (m/min) f=0.151(mm/rev) Vf=1,000 (mm/min) ap=0.1 (mm) ae=0.1 (mm) 突き出し長さ 120mm 外部給油(エアー) |
改善結果
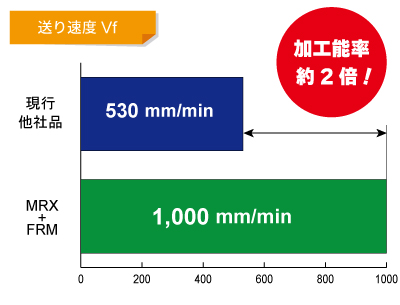
| ①高能率化 現行の刃先交換式ラジアスエンドミルと比較し、送り速度 Vf が、530→1,000 (mm/min)と約2倍に増加し、高能率化を実現。 ②加工面精度◎ モジュラーヘッドタイプと頑固一徹の組み合わせでびびりを抑制し、加工面良好◎ |
 |
ミラーラジアス