黒皮剥き込みの荒加工で、仕上げ級の加工面粗度を実現!
課題
インサートの寿命が悪く、コスト増加。
荒加工でも、加工面粗度の良い工具がほしい。
部品加工ユーザ
| ワーク | 機械部品 |
| 被削材 | 球状黒鉛鋳鉄(FCD500) |
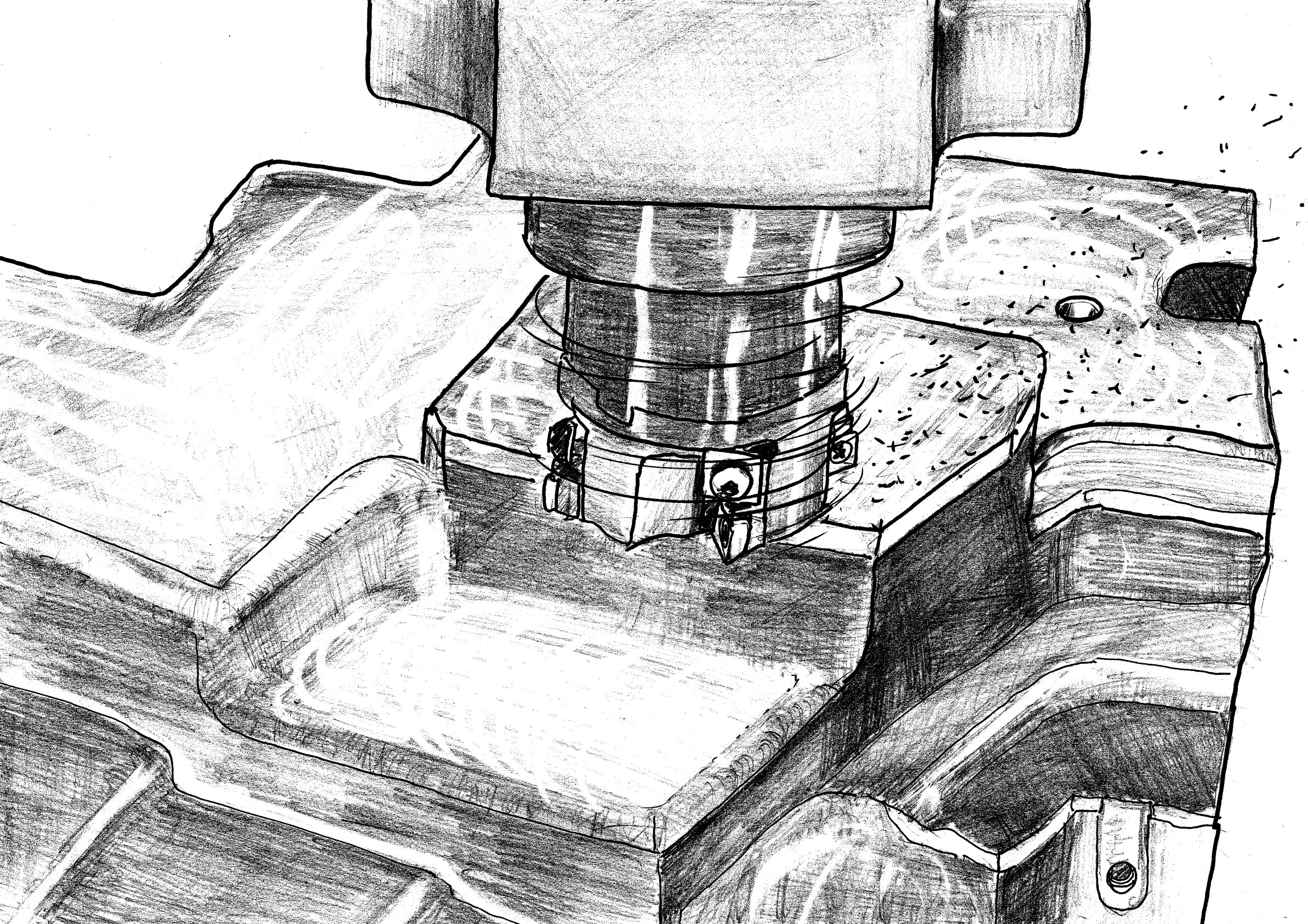
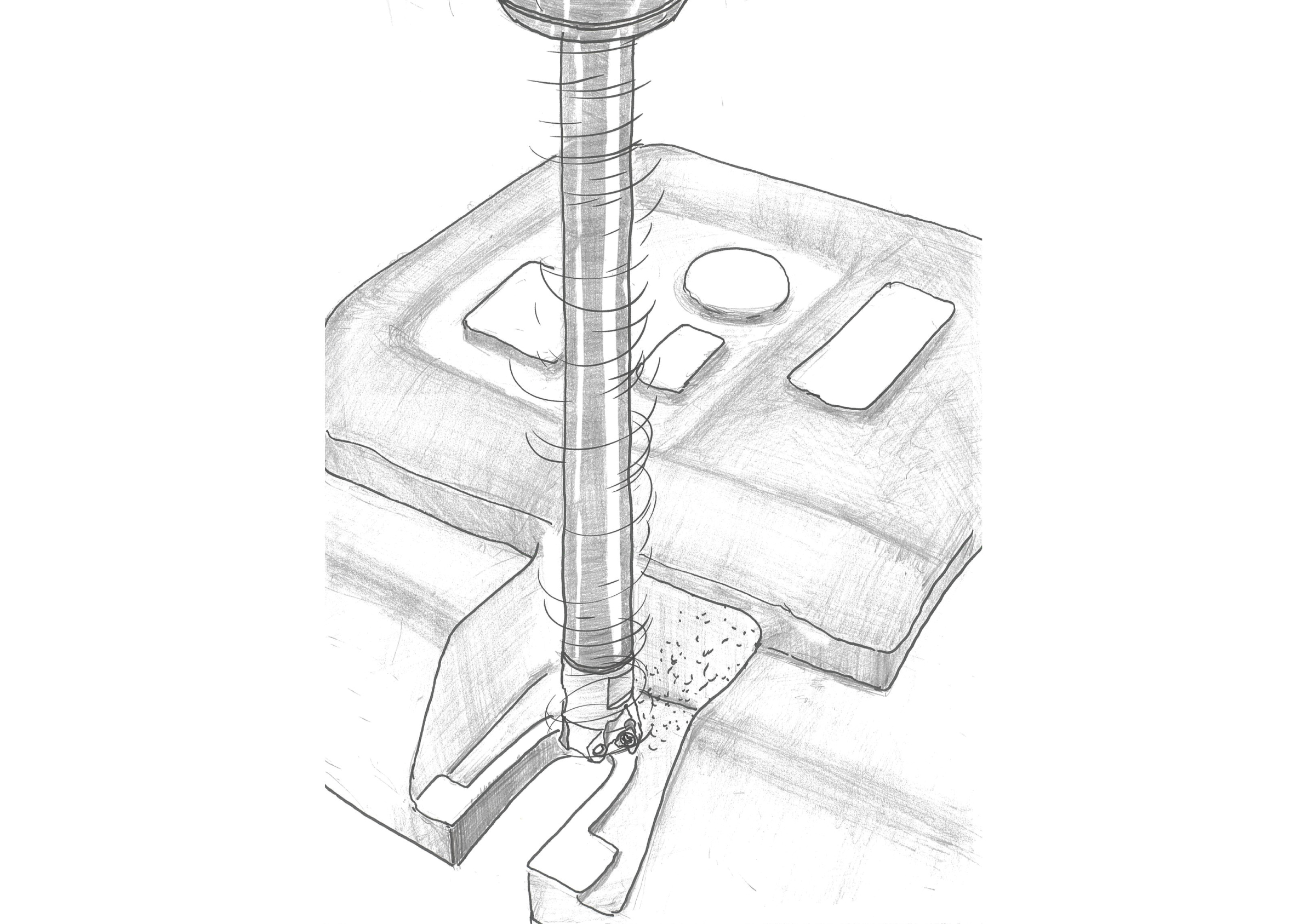
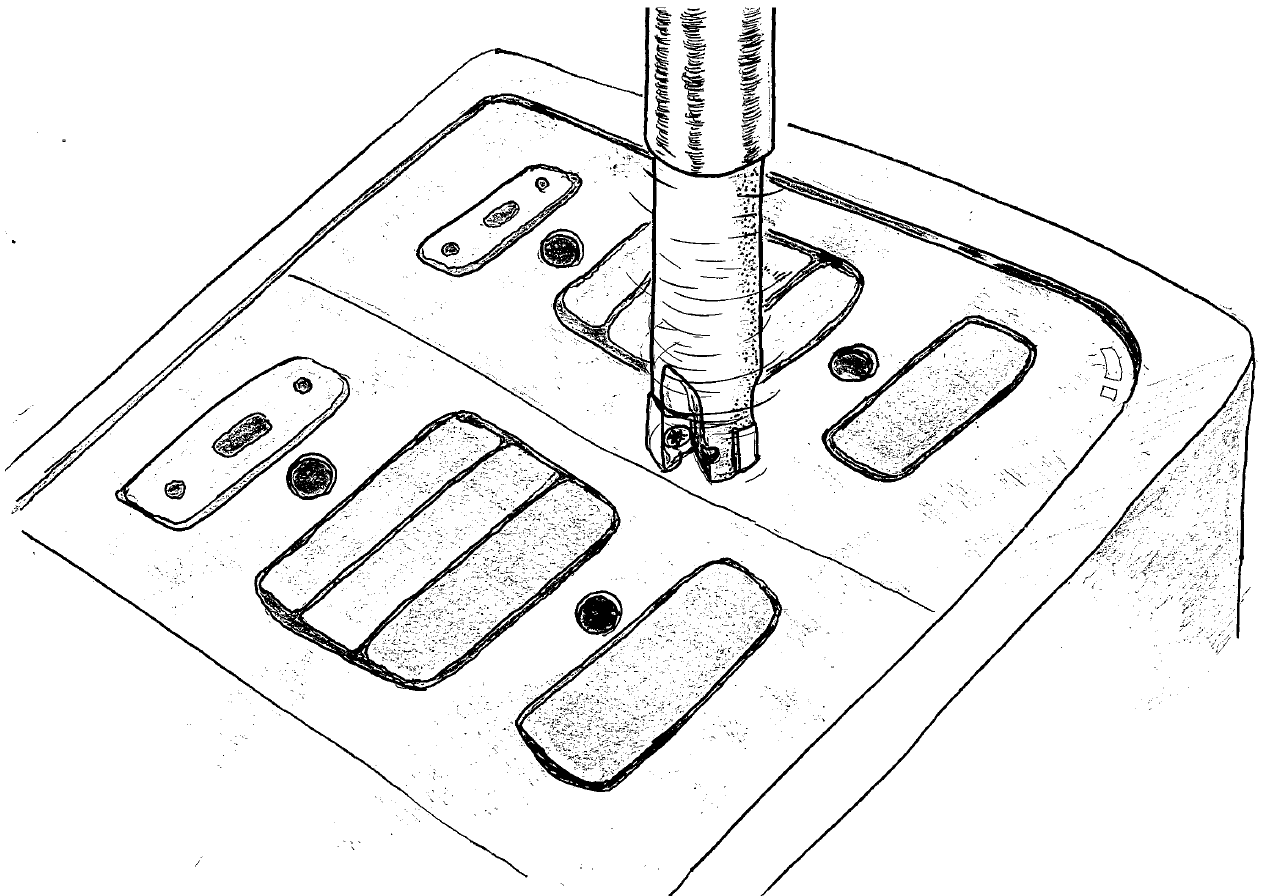
| 工具 | EXSAP-4032-11-70-S32(Φ32・4N) |
| インサート | ZNGU110508ZER-PM(JC8118) |
| 切削条件 | n=1,300 (min⁻¹) Vc=130 (m/min) f=0.5 (mm/rev) Vf=670 (mm/min) ap=2 (mm) ae=20 (mm) Q=26 (cm³/min) 外部給油(水溶性) |
改善結果
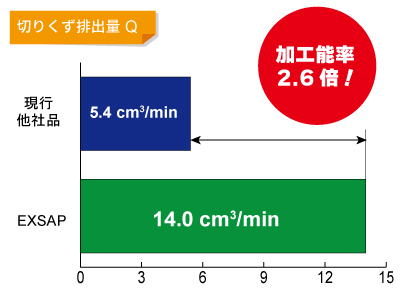
| ①コスト低減 現行他社品のインサートが2コーナであるのに対し、EXSAPは4コーナと、コーナ数が倍増。 ②加工面粗度向上&長寿命 荒加工にも関わらず、加工面良好(Ra1.2)かつ、300ワーク加工後もインサートの摩耗量が少なく継続使用可。 |
 |
ショルダーエクストリーム11タイプ