One-Cut 70




Line up
※左右にフリックしてご覧いただけます。
| Cat. No. | Type | Tool diameter(ΦD) |
|---|---|---|
| SEHS/SEHH | Short/Regular | Φ1~Φ20 |
| SEHH-R02 | Regular with corner radius 0.2 | Φ3~Φ20 |
| SEHH-R | Regular with corner radius | Φ3~Φ20 |
| SEHM | Middle | Φ6~Φ20 |
| SEHL | Long | Φ6~Φ20 |
Features of products
Achieved high-speed and
high-efficient machining of
high-hardened steel
by reducing deflection.
Designed with thicker core diameter reduces the deflection of tool minimamly. High-speed and
high-efficient machin-ing is possible until
high-hardened steel until 70 HRC.
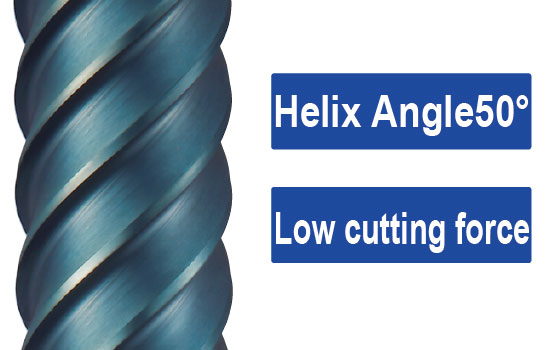
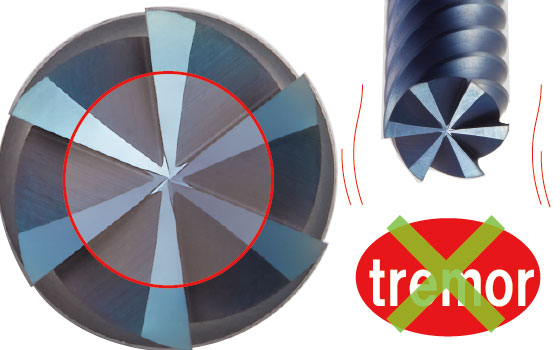
Thanks to low cutting force
geometry, high-precision machiningis possible from
semi-finishing to finishing.
The unique geometry keeps strength of cutting
edges and reduce cutting force. Applicable from
semi-finishing to finishing of high-precision
machining.
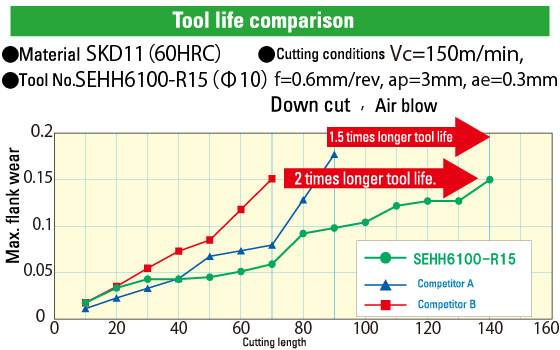
High-precision machining with
long tool life is possible even in
case the machining of
high-hardened steel.
Cutting chips are evacuated smoothly from low
speed cutting to high speed cutting.
FAQ about one cut 70
Q
When using with same cutting parameter of old DV-SEHH type, the tool has broken.
Is there any solution ?
A
Please increase cutting speed from 10 to 20 % and reduce cutting force. SEHH type is adapted DH coat which is sperior in wear-resistance than
DV-coat, so it's possible.