迷ったらコレ!ダイジェットの定番工具
『QMマックス&QMミル』
肩削り、高送り、仕上げ、何でもおまかせの万能工具。
サーメット・CBNインサートもラインナップし、幅広い被削材に対応可能。
小径(QMミルΦ10~)は、BT30小型マシニングでも活躍。








Features
QMマックス&QMミルの特長
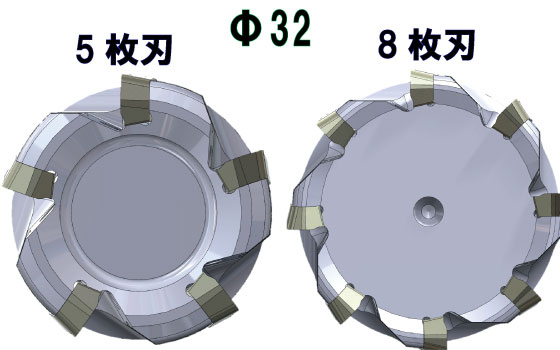
小径サイズでも多刃仕様で
高能率加工が可能
【QMミル】独自の3次元形状を有した低抵抗系インサートと多刃仕様で小径においても高速・高能率加工を実現。最小サイズはΦ10からあり、ソリッドエンドミルからの切り替えも可能です。
切りくず排出量144cc/minの高送りを実現するEP**形
【QMマックス】Max.ap=1mmの低切込みで超高送り加工ができ、切りくず排出量もΦ32で144cc/minを実現します。また、一般鋼から60HRCまでの被削材に対応します。
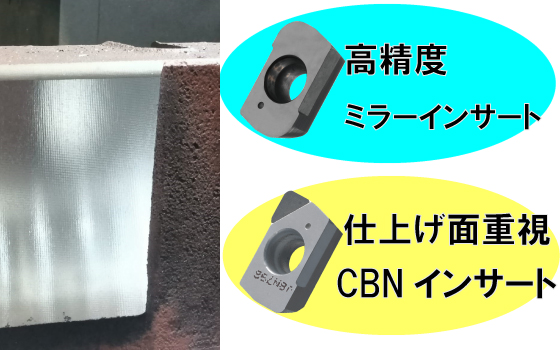
高能率・高精度な仕上げ加工を実現するYPHW形
【QMマックス】側面・底面の仕上げ加工や等高線加工用のミラーインサートは高精度で優れた仕上げ面を実現。特に仕上げ面を重視する加工にはCBNインサートもラインナップしております。
Challenges
ソリッド工具の価格高騰にお悩みの方
こんな加工をしたい人におすすめ
小径ソリッド工具からの置き換えで、工具コストを大幅低減
QMミルは、小径サイズ(Φ10、11、12、13、14、15、16~)をラインナップ。ソリッド工具からの置き換えにより、工具費低減に貢献。小径加工は、ぜひQMミルにおまかせください。

【POINT】仕上げ加工も対応可能
荒加工だけでなく、仕上げ用の研磨級インサートを揃えています。
ソリッド加工が主流である小径の仕上げ工程も、QMミルなら対応可能です。
Challenges
多品種対応で工具が増え、管理にお悩みの方
こんな加工をしたい人におすすめ
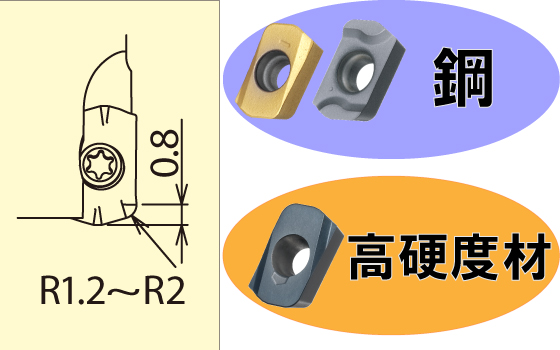
インサート種類が豊富
QMミル&マックスはインサート種類が豊富!一般鋼から高硬度材、耐熱合金どんな加工もコレ1本で解決。
インコネル718の加工における寿命改善
お悩み: 耐熱合金(インコネル718)の加工において、工具寿命が短く交換頻度が高い。
依頼して解決したこと
「QMミルと頑固一徹」を採用。1.2時間加工後も継続使用可能な刃先状態で結果良好で、長寿命化を達成。突き出し長さ65mmでも、ビビらず加工可能!
→事例詳細をチェック
高硬度材の小径加工における時間短縮
お悩み: 高硬度材の加工において、ソリッド工具では時間がかかりすぎる。また、工具交換頻度も多い。
依頼して解決したこと
「QMミルと頑固一徹」による刃先交換(TA)化。加工時間が120分→30分と1/4に短縮。
→事例詳細をチェック
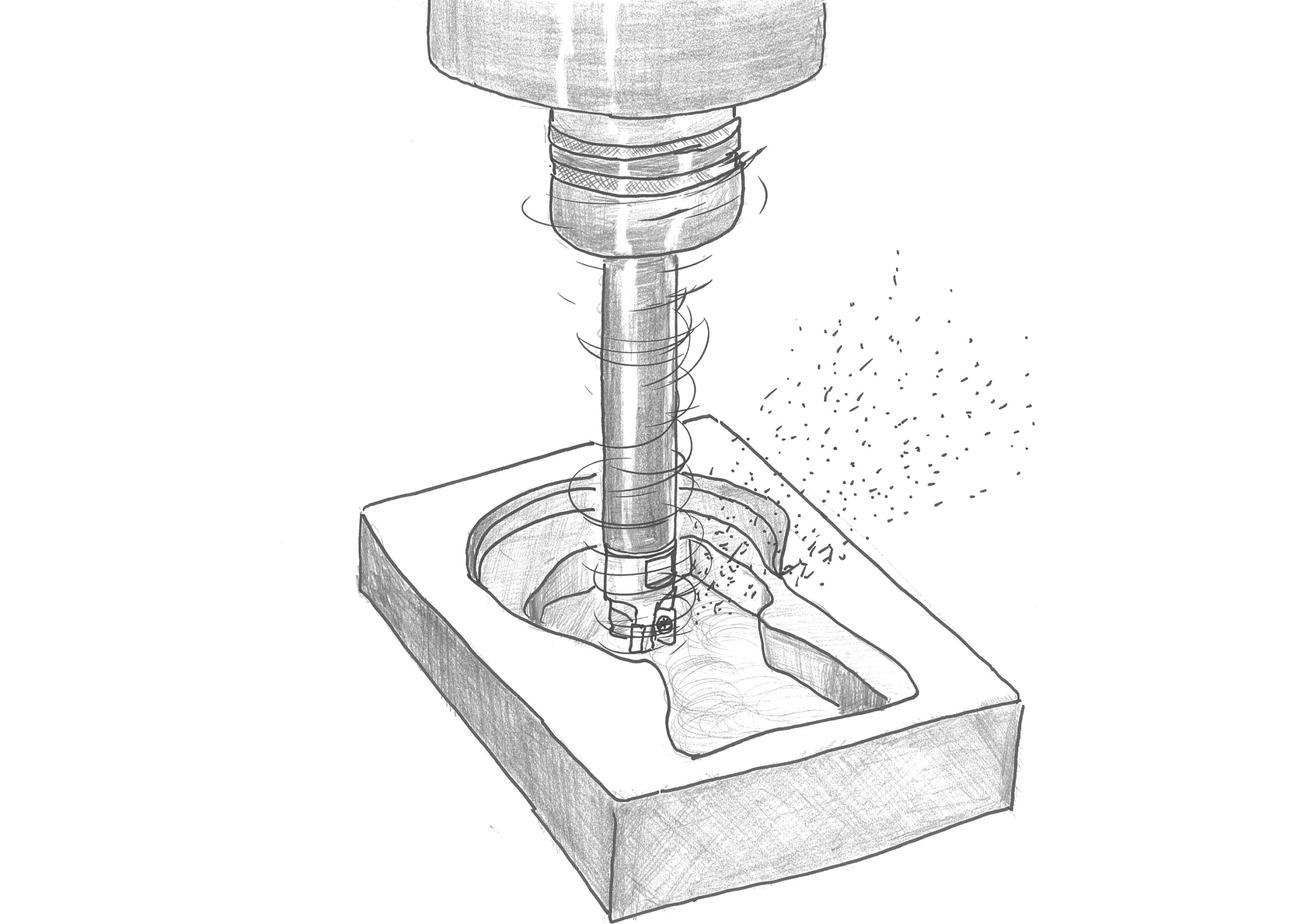
工程の集約化
お悩み:突き出し長さ8Dのポケット加工にて、ハイスドリル+エンドミルの2工程を集約したい。
依頼して解決したこと
「QMミルと頑固一徹」を採用。ヘリカル穴あけ加工により工程集約(TA化)と加工時間短縮を実現!
→事例詳細をチェック
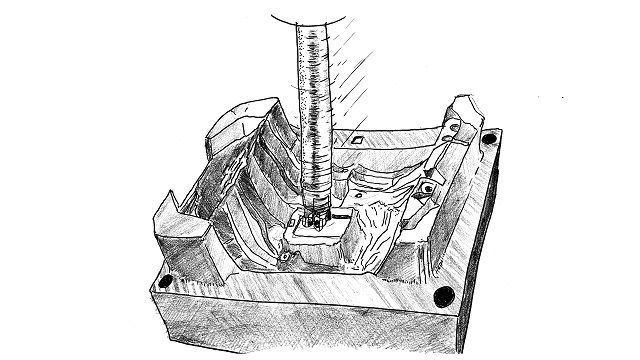
工具寿命改善
お悩み:ホイル金型の加工において、現行の工具が短寿命
依頼して解決したこと
「QMマックスと頑固一徹」を採用。高硬度材加工に適した材種DH102の使用で加工時間36時間と長寿命化を実現。
→事例詳細をチェック
Lineup
各タイプの工具径
| シリーズ | 形番 | タイプ | 工具径 |
|---|---|---|---|
| QMマックス | QXP | ボアタイプ | Φ40~Φ66 |
| MQX | モジュラータイプ | Φ16~Φ42 | |
| MQT | モジュラータイプ(高精度版) | Φ16~Φ35 | |
| QMミル | PME | シャンクタイプ | Φ10~Φ14 |
| MPM | モジュラータイプ | Φ10~Φ32 | |
| MPT | モジュラータイプ(高精度版) | Φ10~Φ16 |
QMマックスに関するFAQ
往復切削は可能ですか?
以下のインサートであれば可能です。
YPHW1003**ZER-15 / YPHW100308ZER-F1 / YPHW100308ZER-F
QXP形(シャンクタイプ)が廃番ですが、後継品はありますか?
MQX形(モジュラータイプ)が後継品となります。
QMミルに関するFAQ
QMミルでアルミ加工は可能ですか?
QMミルにはアルミ専用インサートが存在しないため、アルミ加工には基本的に推奨しません。
代用として鋼用インサートを使用する場合は、溶着防止や切削条件の調整が必要です。



