「ハイスドリル+エンドミル」での加工を工具集約&TA化!
課題
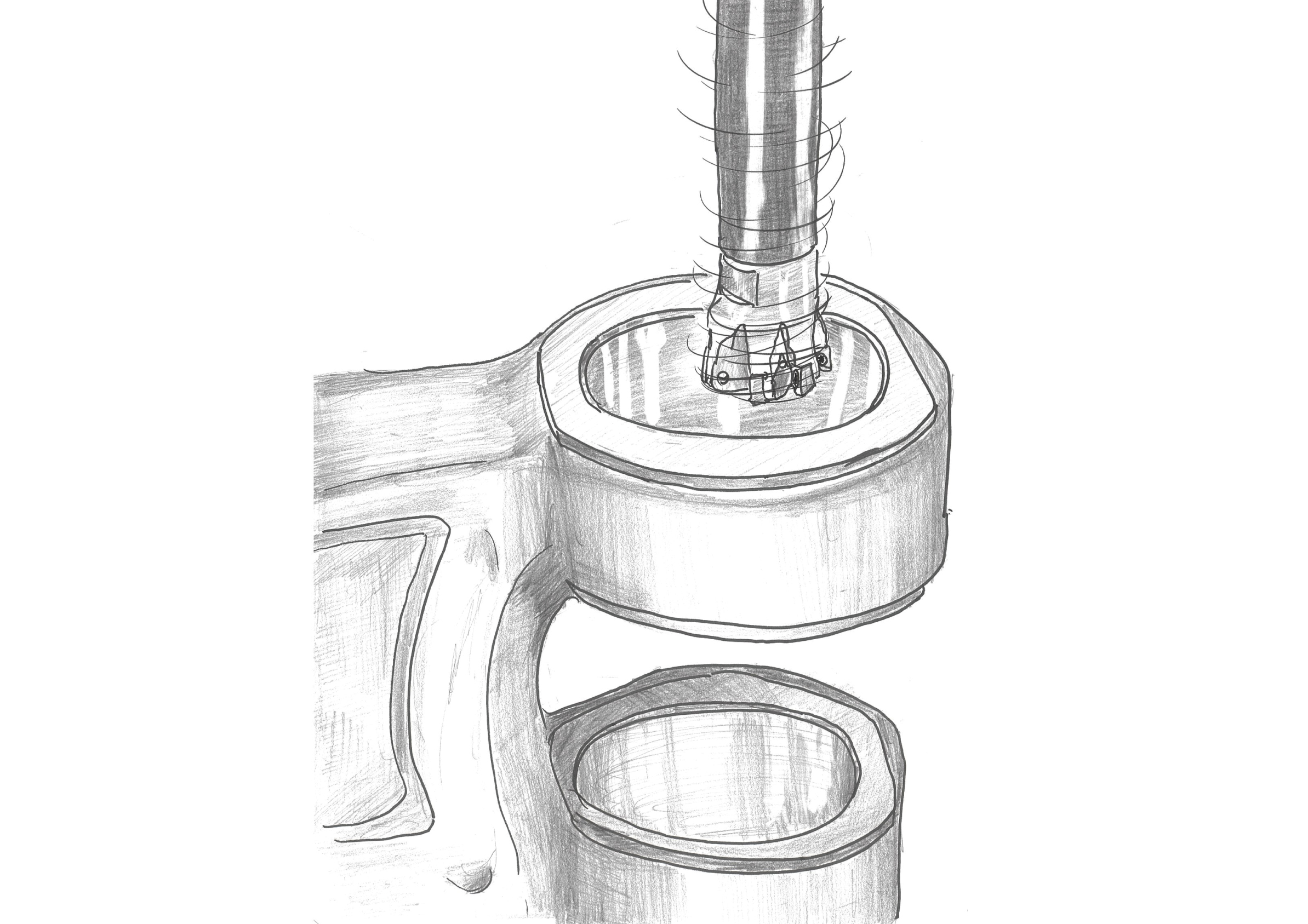
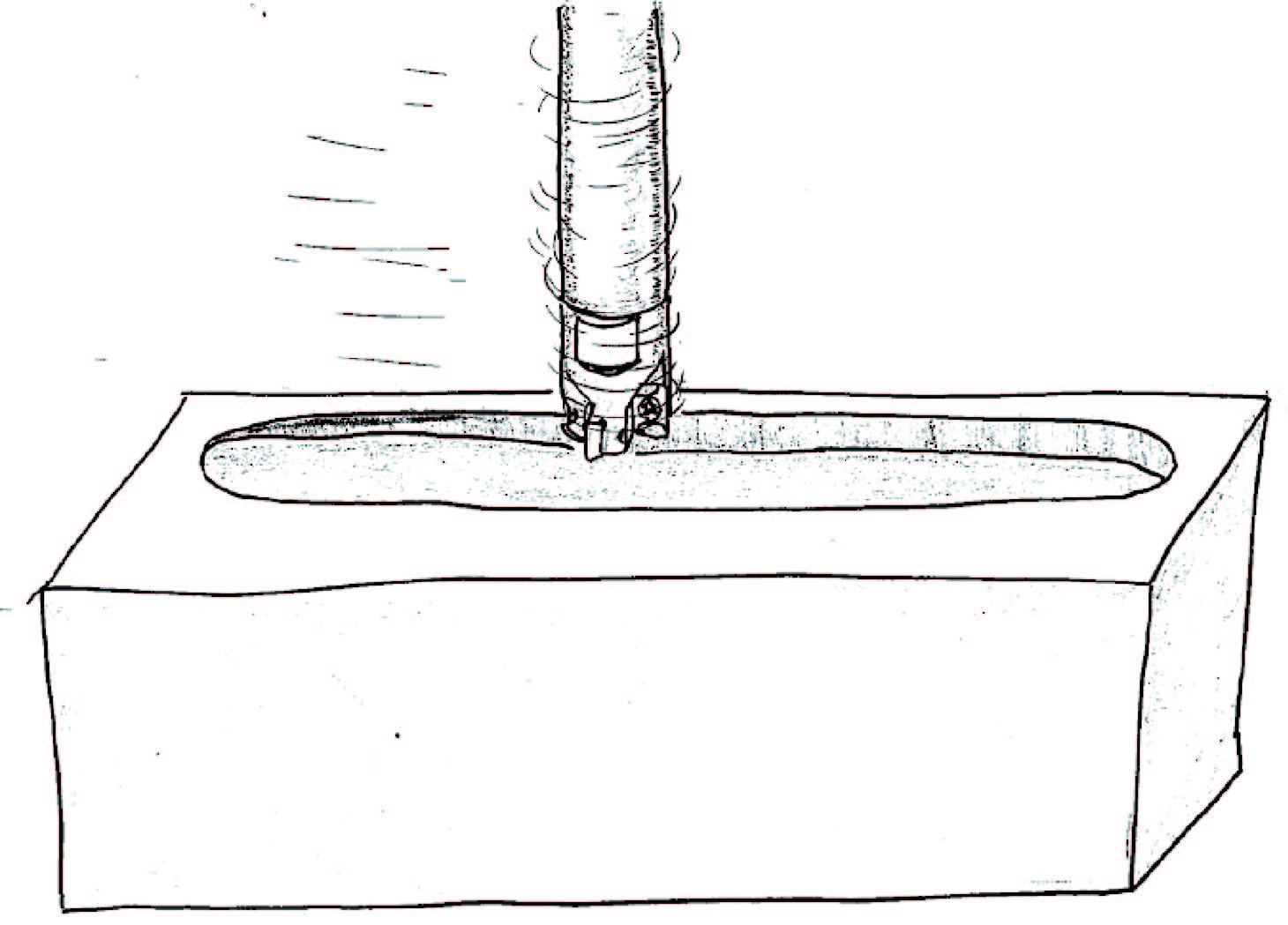
横長楕円型のポケット加工にて、ハイスドリル+エンドミルを使用のため2工程発生し、加工時間・工具費ともに増加。
部品加工ユーザ
| ワーク | 部品 |
| 被削材 | 炭素鋼 |
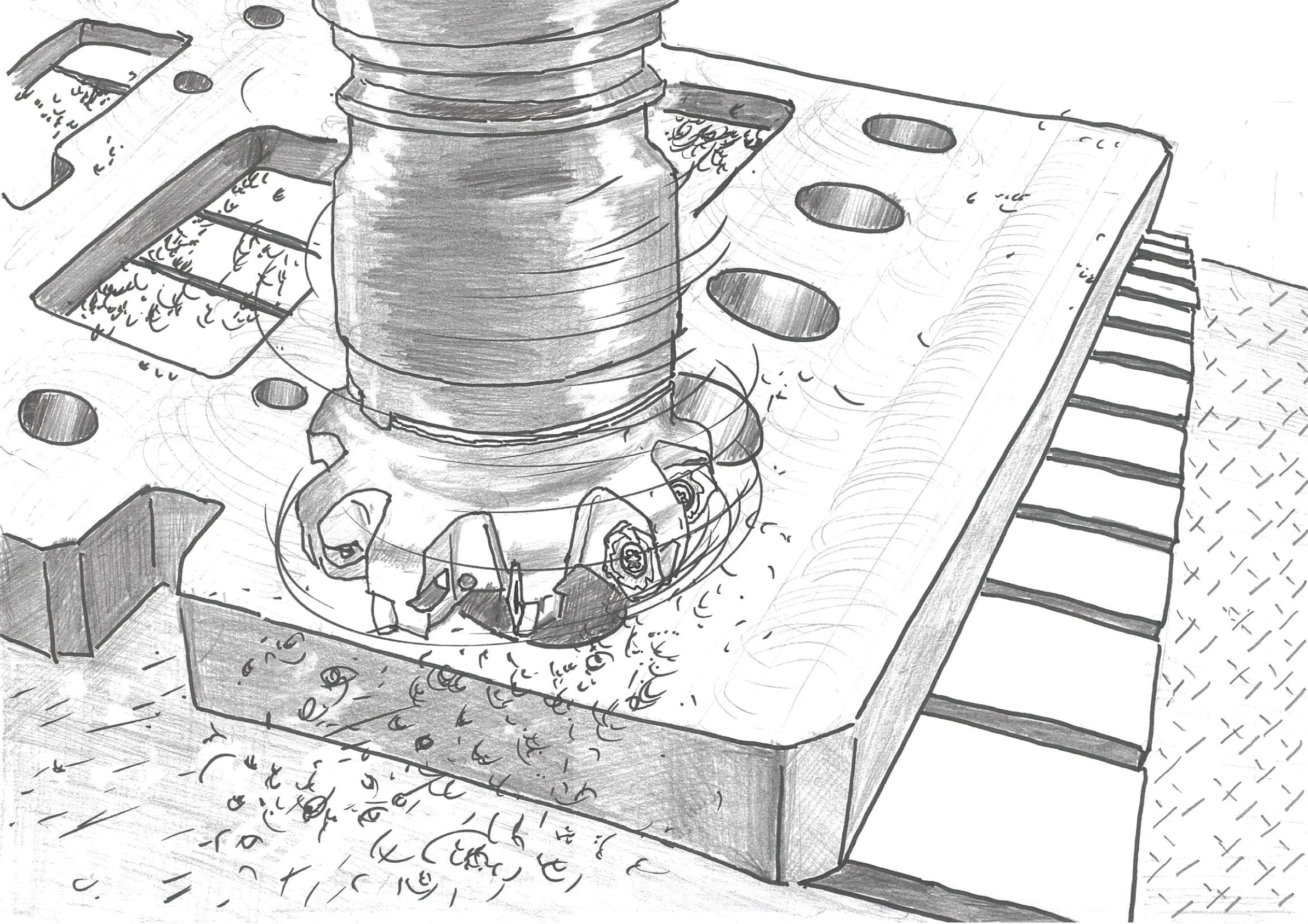
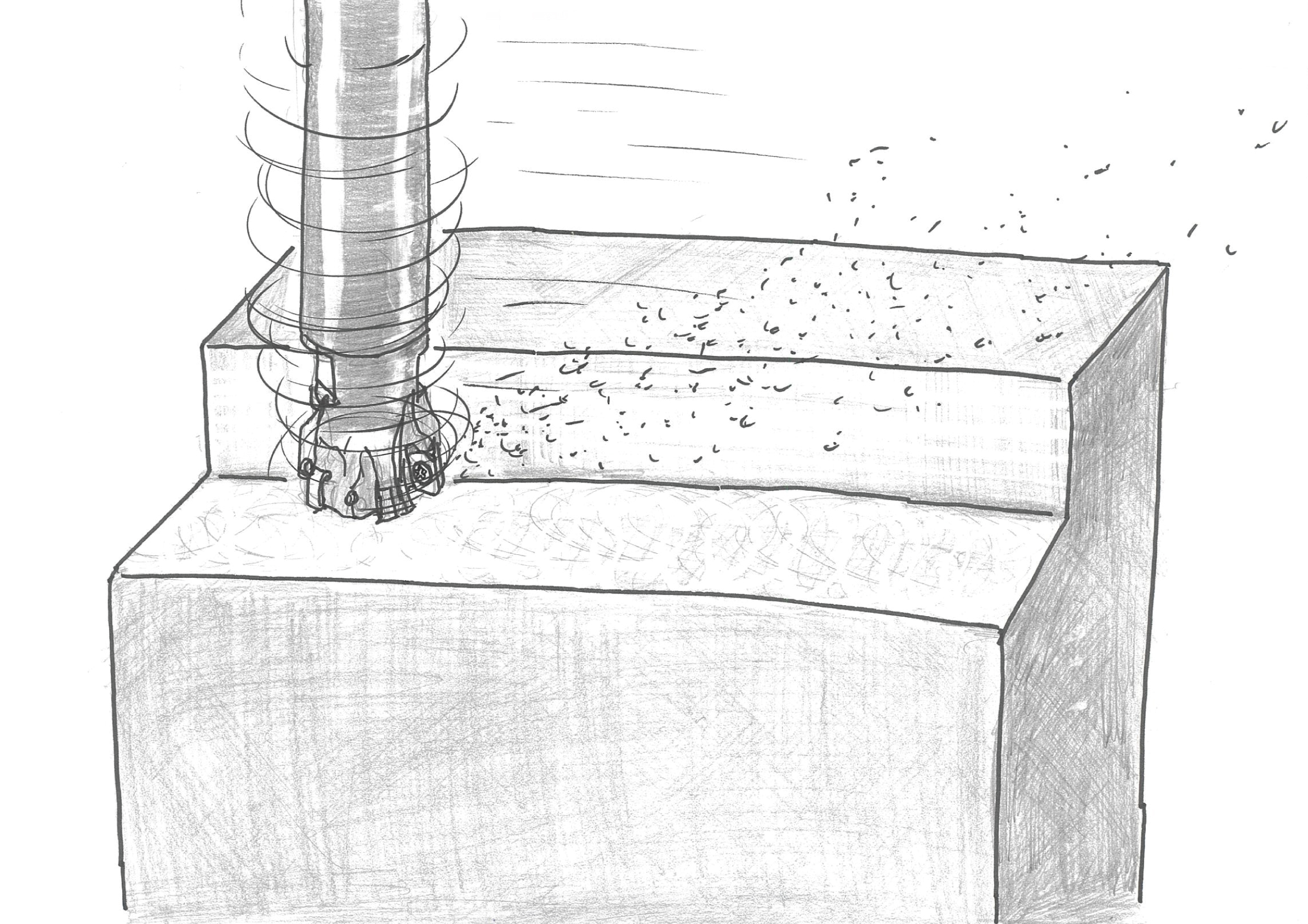
| 工具 | MPM-3012-M6(Φ12・3N) |
| インサート | EOMW060210ZER(JC8050) |
| 切削条件 | n=2,500 (min⁻¹) Vc=94 (m/min) f=1 (mm/rev) Vf=2,500 (mm/min) ap=0.3 (mm) ae=12 (mm) Q=9 (cm³/min) 内部給油(エアー) |
改善結果
|
・工程集約 |
QMミル