- HOME
- 製品情報
- 刃先交換工具
- ボール・ラジアス工具
- ミラーラジアス
最高の精度と加工面を実現する
ダイジェットの人気製品「ミラーラジアス」
コーナR精度は±10μm以下の高精度刃先交換式ラジアスエンドミル。ソリッドラジアスエンドミルに匹敵する工具剛性によりびびりを抑制し、高精度を維持した高速仕上げ加工が可能。






特長
ミラーラジアスの特長
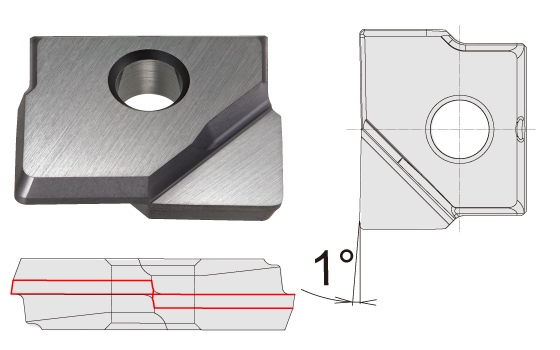
より高精度な底面の仕上げ加工を実現するRNMインサート
底刃振れ制度は5μm以下。また、底刃の透かし角が1°設計でより高精度な底面の加工を実現します。φ10,φ12,φ16,φ20,φ25のインサートはコーナR0もラインナップしています。
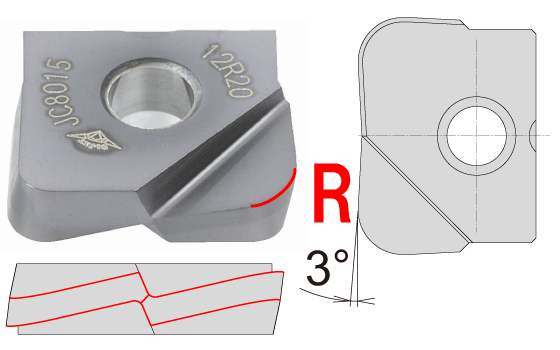
高送りで高精度な中仕上げ加工を実現するHRMインサート
切れ刃に大きなRを付ける事で切りくず厚みを薄くし、高送りでの中仕上げ加工を可能にしました。
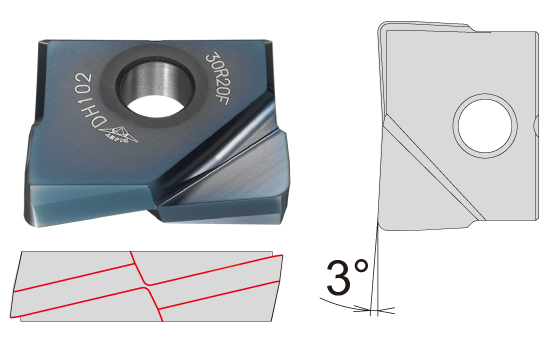
低抵抗で高精度な側面の仕上げ加工を実現するFRMインサート
高硬度材の高精度仕上げ加工や高速加工に最適。また、立壁部の加工において、ストレート部を短くすることで、倒れを抑えます。
こんな加工をしたい人におすすめ
ソリッド工具の刃先交換化を検討中の方
Challenges
高精度な刃先交換式ラジアスエンドミル。
ミラーラジアスはインサート、ホルダ共に高精度に仕上げられており、組付け後の精度はソリッド工具に匹敵します。
仕上げ加工での加工能率改善
お悩み:現行のソリッド工具では工具費が高く、加工時間も2~3時間と長い
依頼して解決したこと
「ミラーラジアスCボディ」を採用。加工能率5倍と大幅能率改善!刃先交換式の為工具費も抑制できた。
→事例詳細をチェック
アルミダイカスト金型加工の高能率化
お悩み:現行カッタでは側面加工時に段差が発生。ソリッド工具の為、加工時間・加工費が増加。
依頼して解決したこと
「ミラーラジアスと頑固一徹」」を採用。送り速度2倍の高能率加工で加工面が改善され、刃先交換式の為工具費も抑制できた。
→事例詳細をチェック
焼入れ鋼の隅R仕上げの効率化
お悩み: 焼入れ鋼の隅R(0.5)仕上げにおいて、ソリッド工具を使用しておりコストと時間がかかる。再研磨費も高く、再研磨の手間も多い。
依頼して解決したこと
「ミラーラジアスモジュラーヘッドと頑固一徹」による刃先交換(TA)化。ソリッド工具と同等の加工面で工具コストの削減と加工能率の向上(5倍)を達成。
→事例詳細をチェック
Lineup
各タイプの工具径
ラインナップ
| 形番 | タイプ | 工具径 |
|---|---|---|
| RNM(スチールシャンク) | ストレートネック/テーパネック | Φ16~Φ32:メーカー在庫品 |
| RNM(超硬シャンク) | ストレートネック/テーパネック | Φ6~Φ8:メーカー在庫品 Φ10~Φ32:受注生産品 |
| RNMU(超硬シャンク) | アンダーシャンクタイプ | Φ25~Φ32:受注生産品 |
| MRX | モジュラーヘッドタイプ | Φ10~Φ32:メーカー在庫品 |
ミラーラジアスに関するFAQ
ピン角タイプのインサートはありますか?
R0タイプインサートがございます。コーナR0.1ミリ以下の加工が可能です。
隅削り用なので、極力取り代を少なくして使用ください。
ミラーボールBNM形ホルダにFRMインサートを取り付けて使用できますか?
取り付けは可能ですが、剛性面で不安があるので専用のミラーラジアスRNM形ホルダと
組み合わせて使用いただく事を推奨いたします。
RNM形インサートの材種JC8003が廃番となっていますが、代替はありますか?
はい、ございます。材種DH103に置き換わっています。
HRM-F形が廃番となったと聞きました。代替はありますか?
はい、ございます。HRM-F形JC8015はFRM形JC8015に、HRM-F形JC6102はFRM形DH102に置き換わっています。
再研は何回出来ますか?
Φ10ーΦ16 1回 Φ20以上2回の再研磨が可能です。(正常摩耗時)
但し、正面追い込みになりますので外周摩耗品は不可です。



