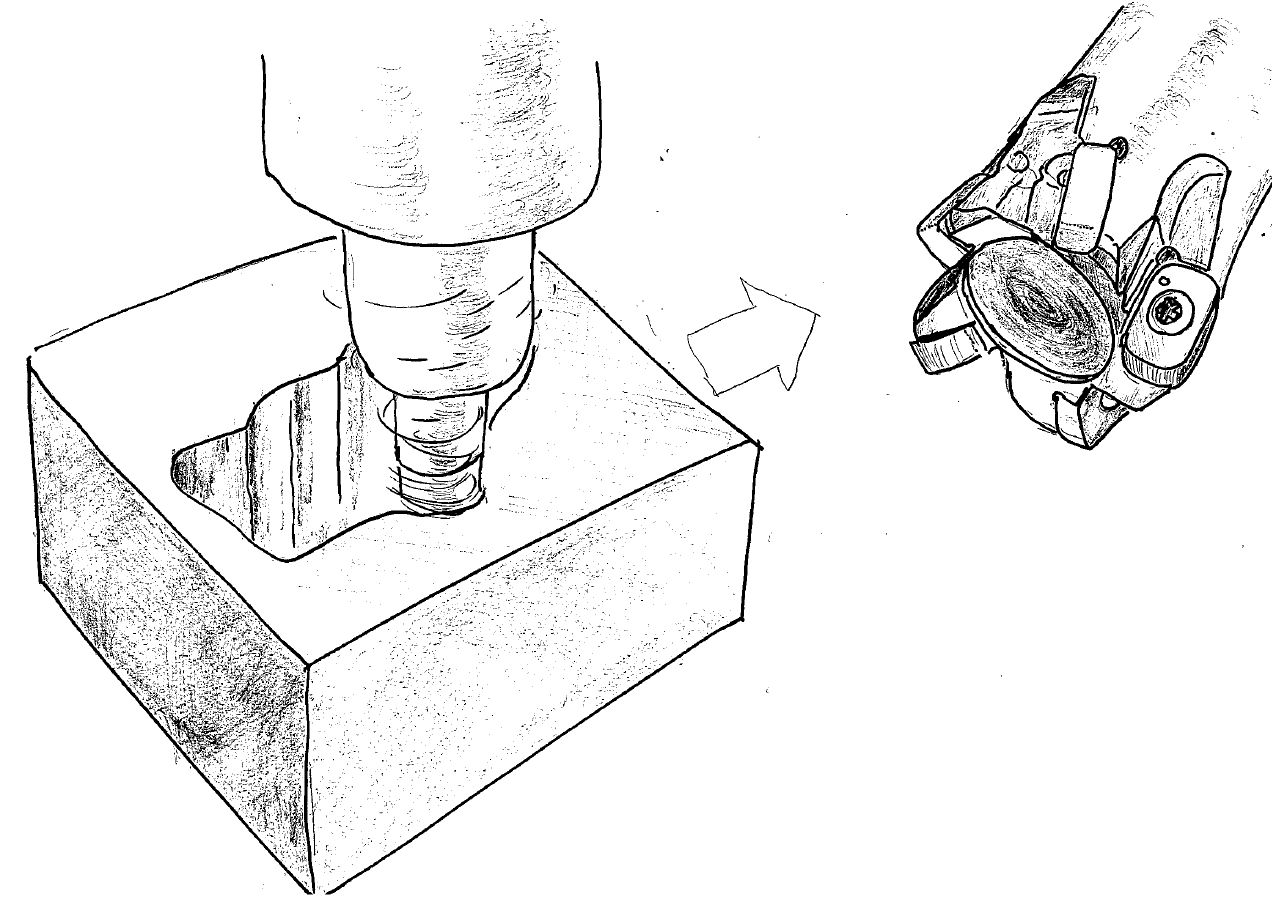
両面4コーナの経済的なインサートで、高硬度材(60HRC)の加工が可能!
課題
鍛造金型の焼入れ鋼の加工において、寿命改善にトライしたい。
部品加工ユーザ
| ワーク | 鍛造金型 |
| 被削材 | ダイス鋼(60HRC) |
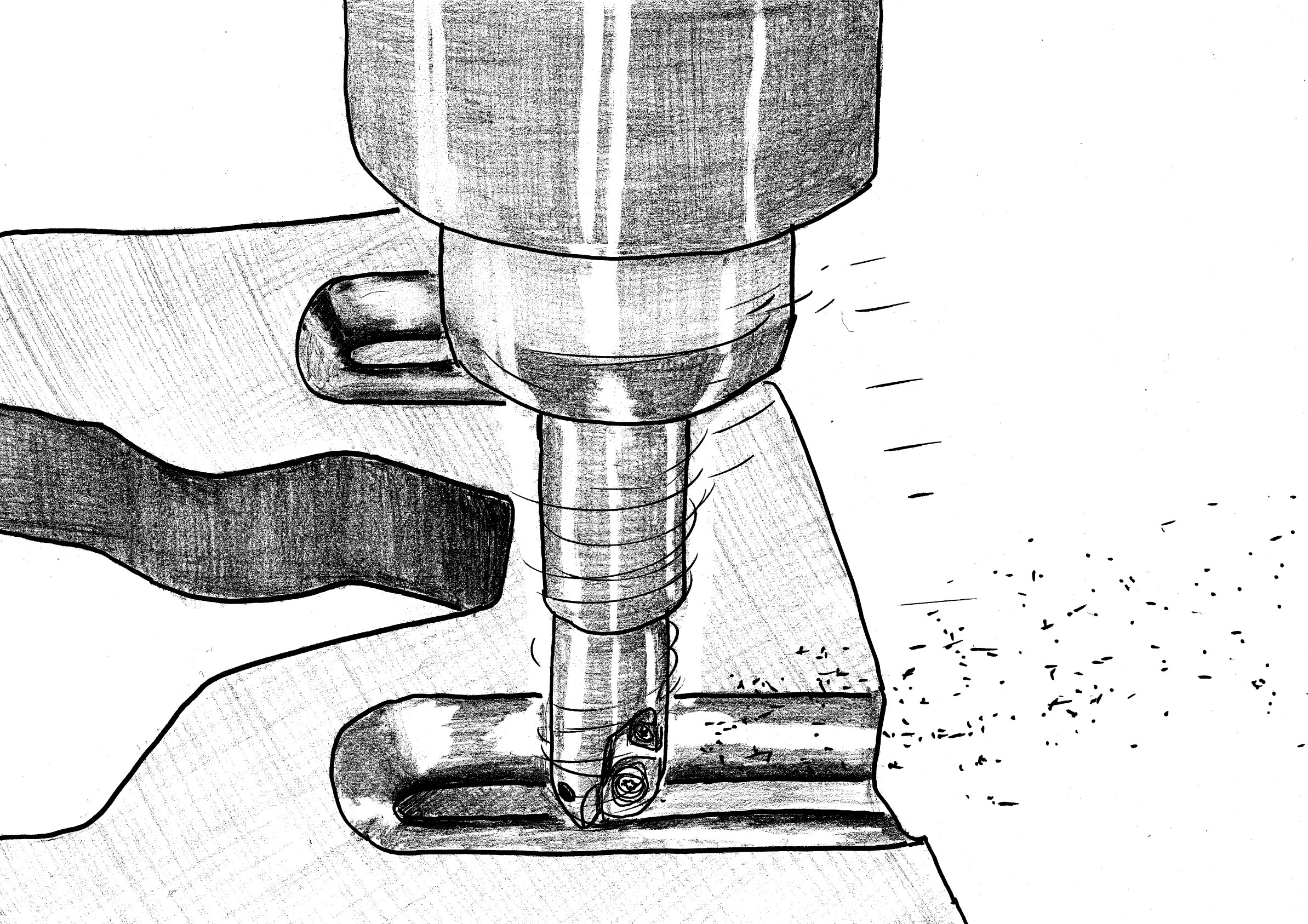
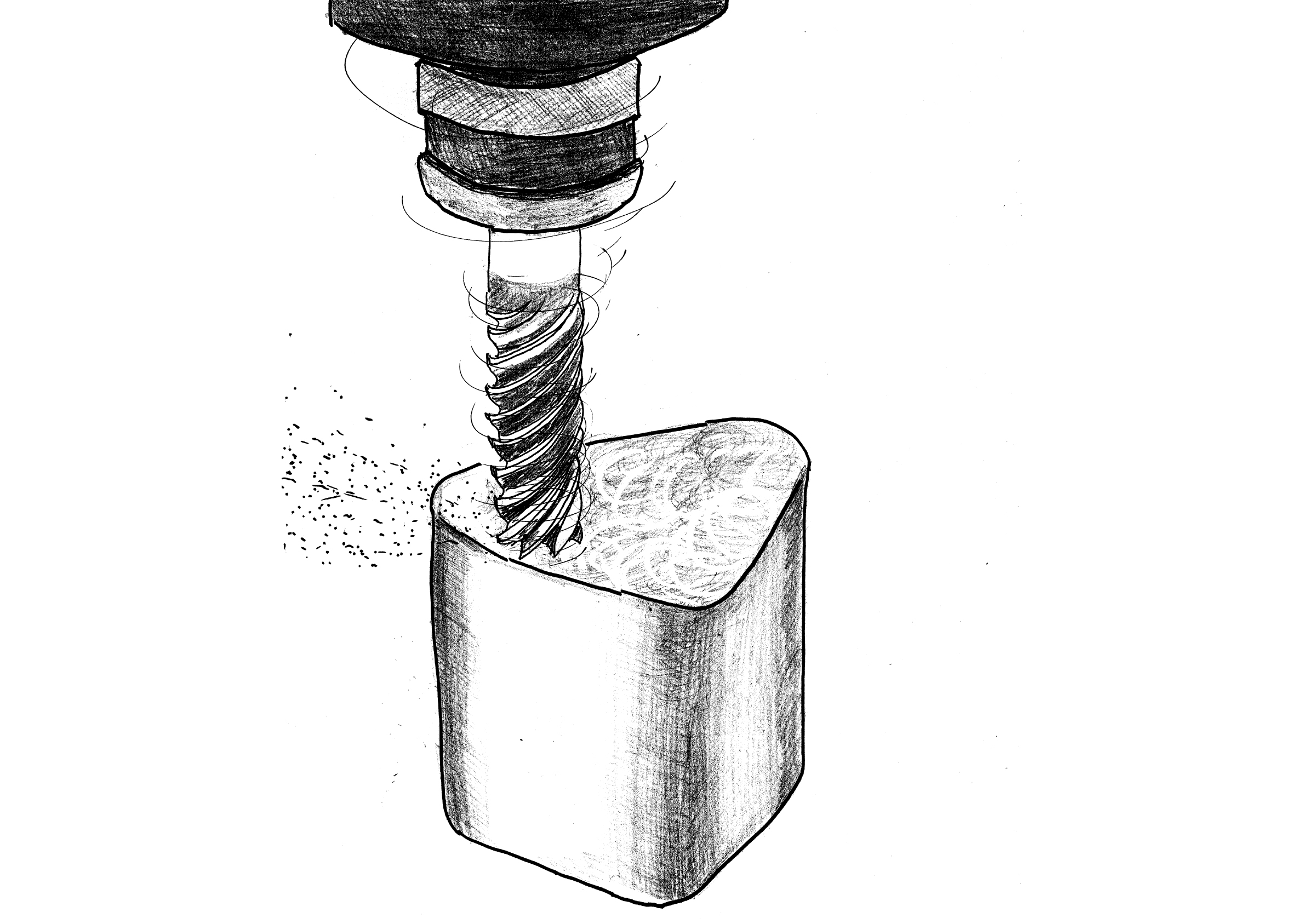
| 工具 | GMX-5032-70-S32(Φ50・5N) |
| インサート | ENMQ100312ZER(DH102) |
| 切削条件 | n=600 (min⁻¹) Vc=47.1 (m/min) f=1.47 (mm/rev) Vf=600 (mm/min) ae=0.1 (mm) |
改善結果
|
・工具寿命改善 |
マックスマスター