アルミ加工におけるソリッド工具のビビりと折損はエアロミニで解決!
課題
現行の工具(モジュラーソリッド)では、ビビりがひどく、折損も多発。
モジュラーソリッドの折損頻発により、工具費用がかさんでいる。
半導体部品メーカー
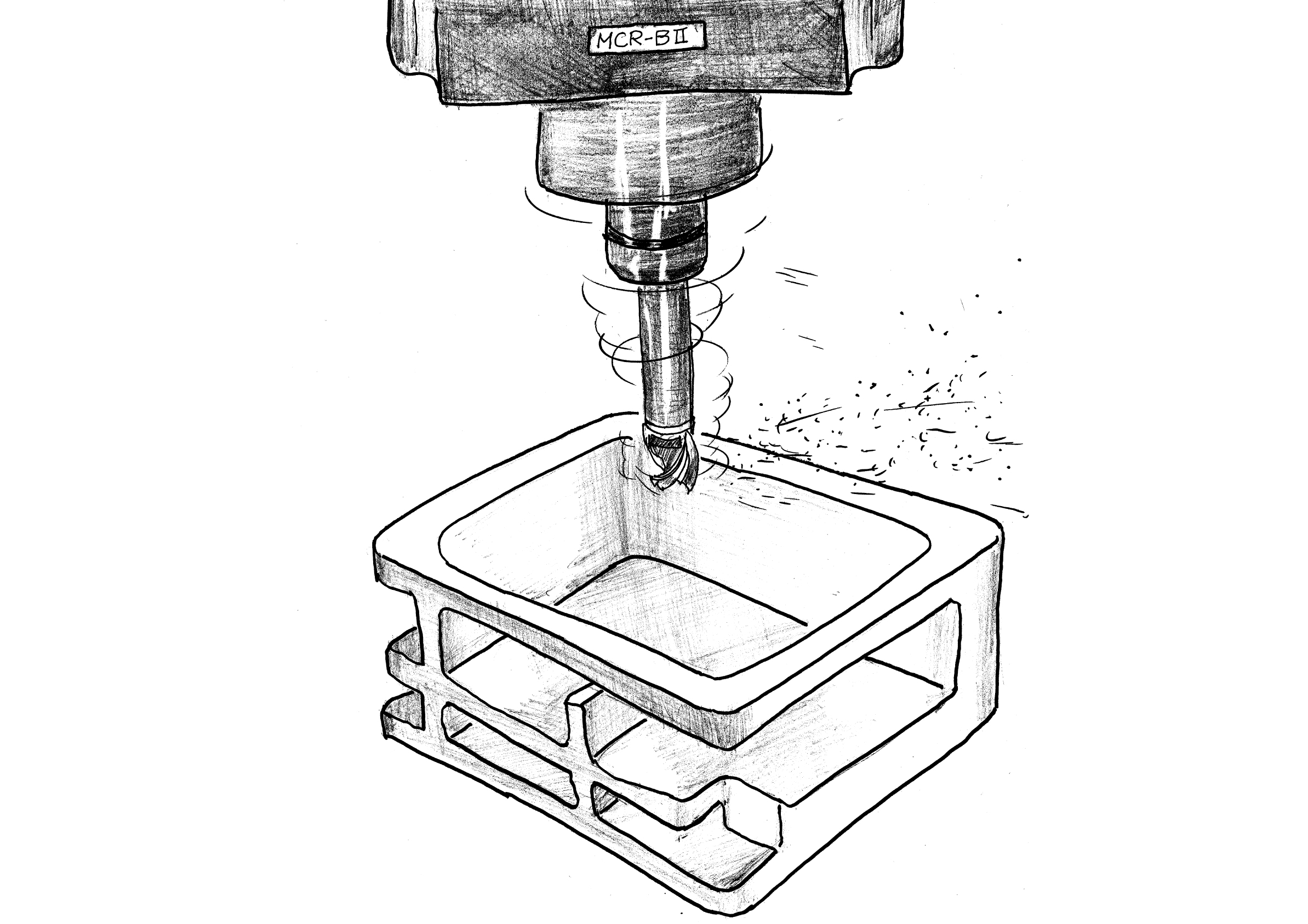
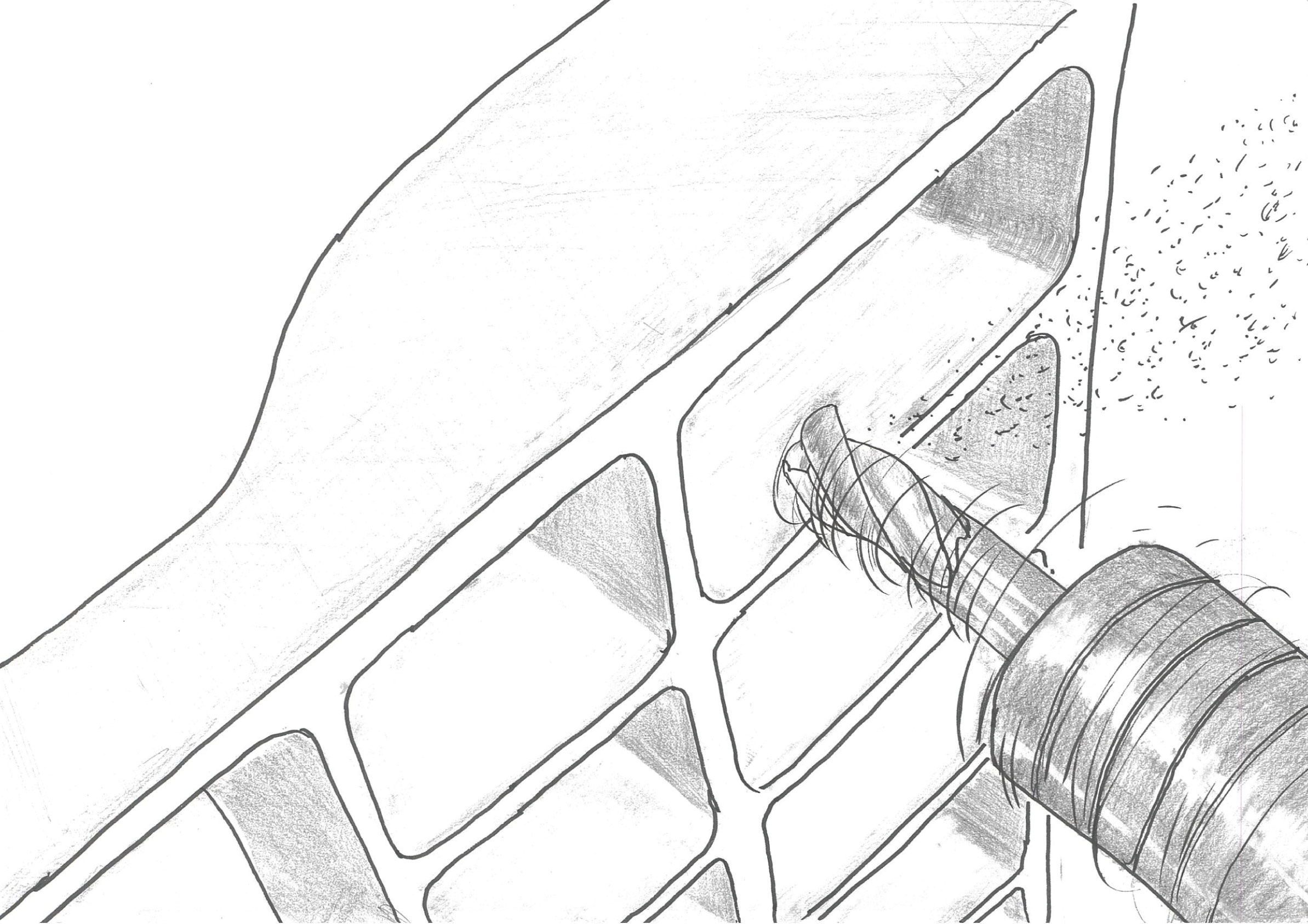
| ワーク | 水冷ヒートシンク |
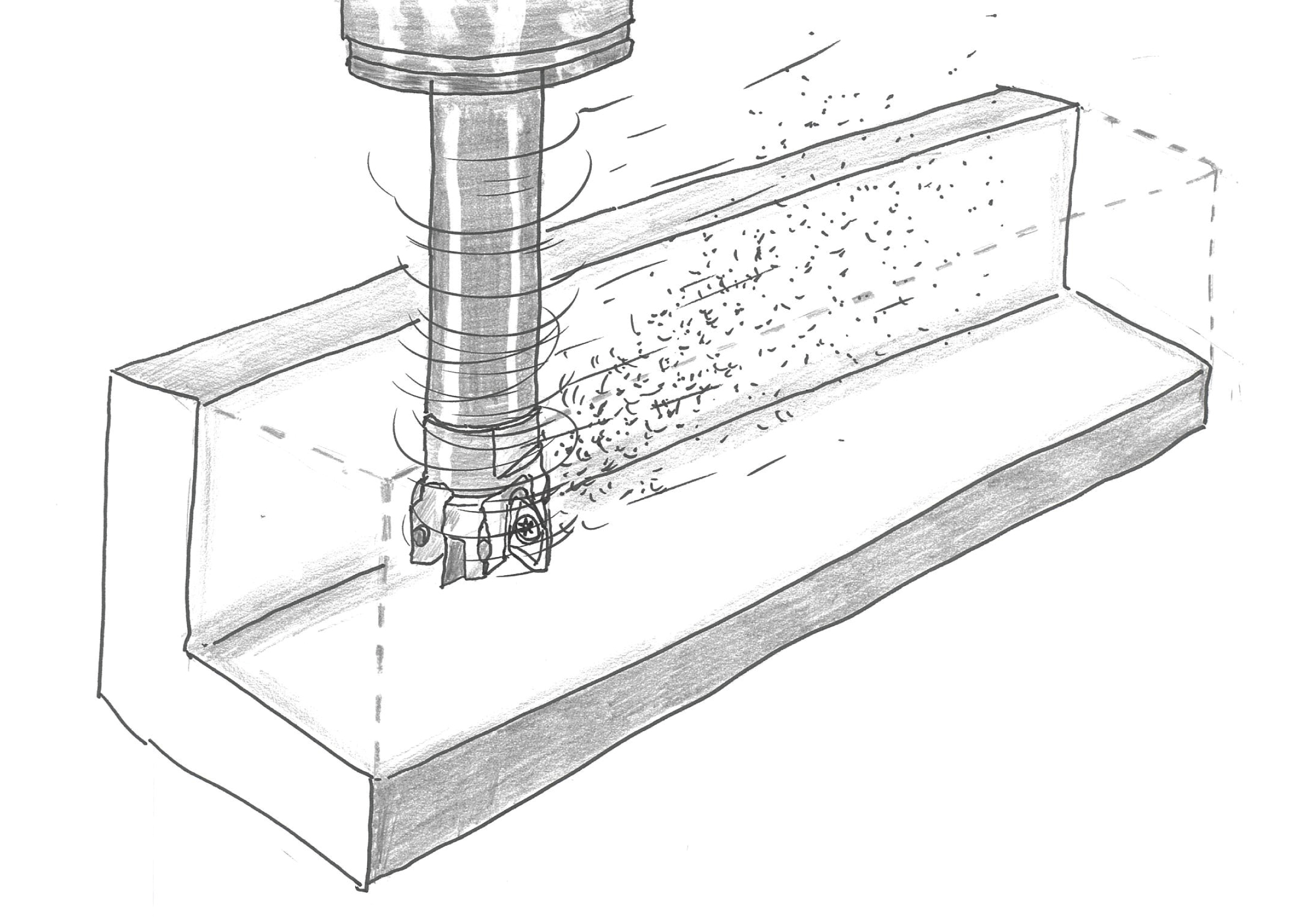
| 被削材 | アルミ合金(A6000系) |
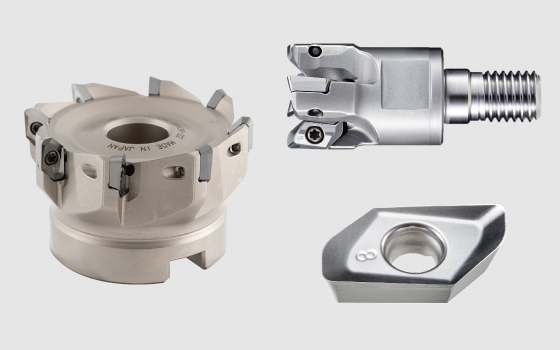
| 工具 | MAM-2016-M8(Φ16・2N) |
| インサート | XOET080304PDFR(FZ05) |
| アーバ | MSN-M8-80-S16C |
| 切削条件 | n=10,000 (min⁻¹) Vc=502 (m/min) f=0.24 (mm/rev) Vf=2,400 (mm/min) ap=2.05 (mm) ae=16 (mm) Q=78.72 (cm³/min) 内部給油・水溶性 |
改善結果
| ①加工条件向上 現行の他社製モジュラーソリッドはビビりがひどく、折損が多発。エアロミニ+頑固一徹にてテストしたところ、ビビりの抑制はもちろん、150分加工後も継続使用可の結果により、即採用! ②工具コスト削減 折損頻発により工具費がかさんでいたが、エアロミニはインサート交換のみのため、工具コストの大幅削減を実現! |
エアロチッパーミニ