ダイキャスト金型用チルベントの仕上げ加工で工具コスト削減!
課題
現行は工具寿命が悪く、工具費が増加していた。
金型加工ユーザ
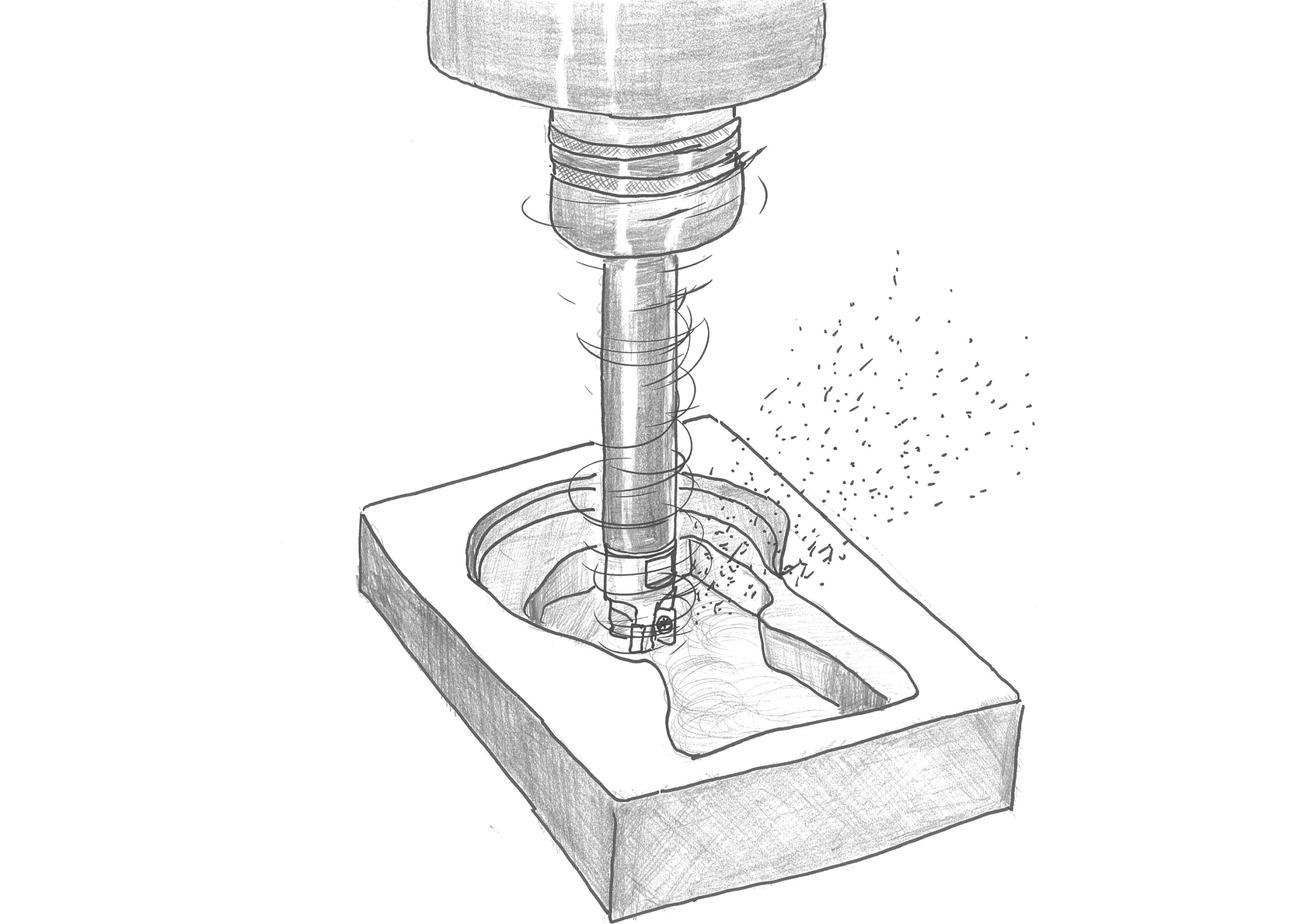
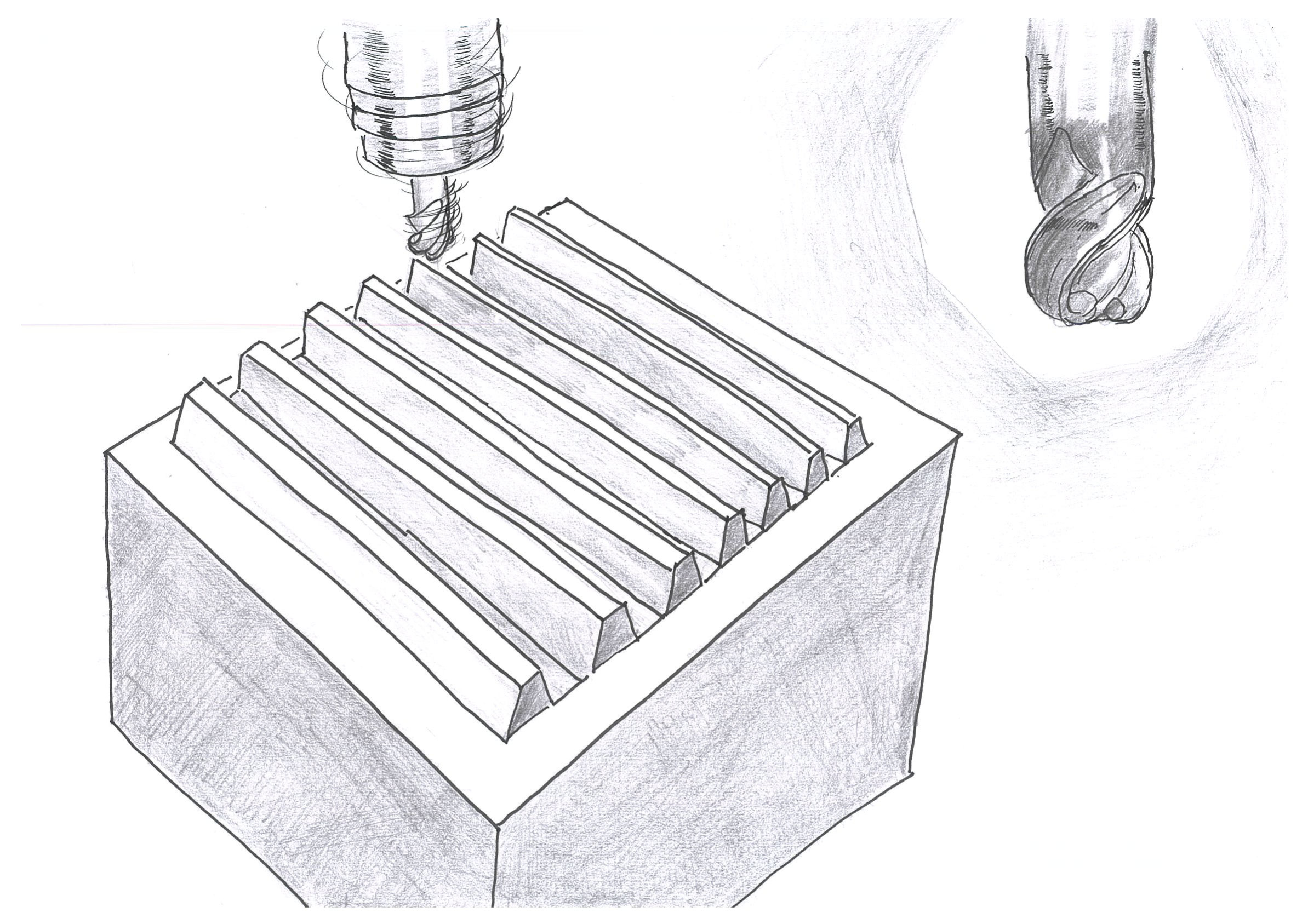
| ワーク | ダイキャスト金型用チルベントの波形状 |
| 被削材 | 焼入れ鋼(48HRC) |
| 工具 | SFSR4040S06-R10(Φ4) |
| 切削条件 | n=10,000 (min⁻¹) Vc=125.6 (m/min) f=0.25 (mm/rev) Vf=2,500 (mm/min) ap=0.2~0.3 (mm) 乾式 |
改善結果
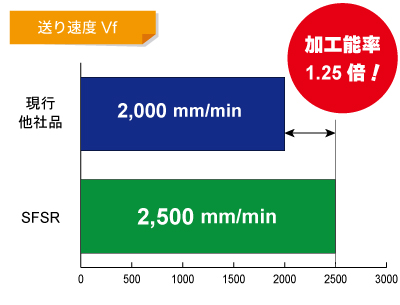
| ①長寿命化 現行のエンドミルは1~2ワークで摩耗していたが、SFSV形は4ワーク加工可能になり、2倍以上の長寿命化! ②加工能率向上 送り速度 Vf が、2,000→2,500 (mm/min)になり、加工能率UP! |
 |
ハード1ラジアス