ワイヤーカットでの高硬度材(60HRC)穴あけ加工を、ドリルで加工時間短縮!
課題
高硬度材の穴あけ加工に、ワイヤーカット以外の加工方法はあるのか。
加工時間を短縮したい。
部品加工ユーザ
| ワーク | テストピース |
| 被削材 | 工具鋼(DC53, 62HRC) |
| 工具 | EZH5D1100S12 |
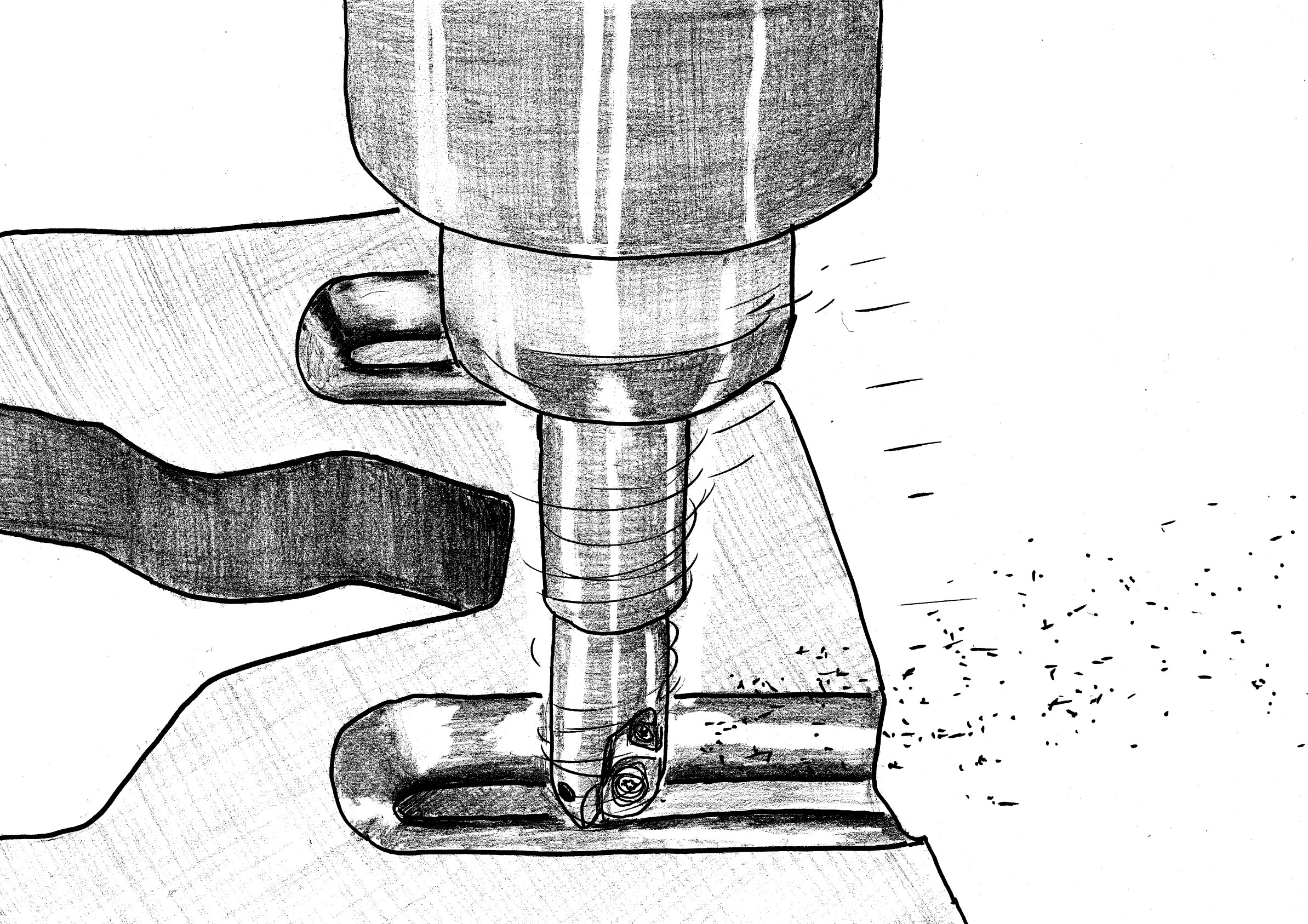
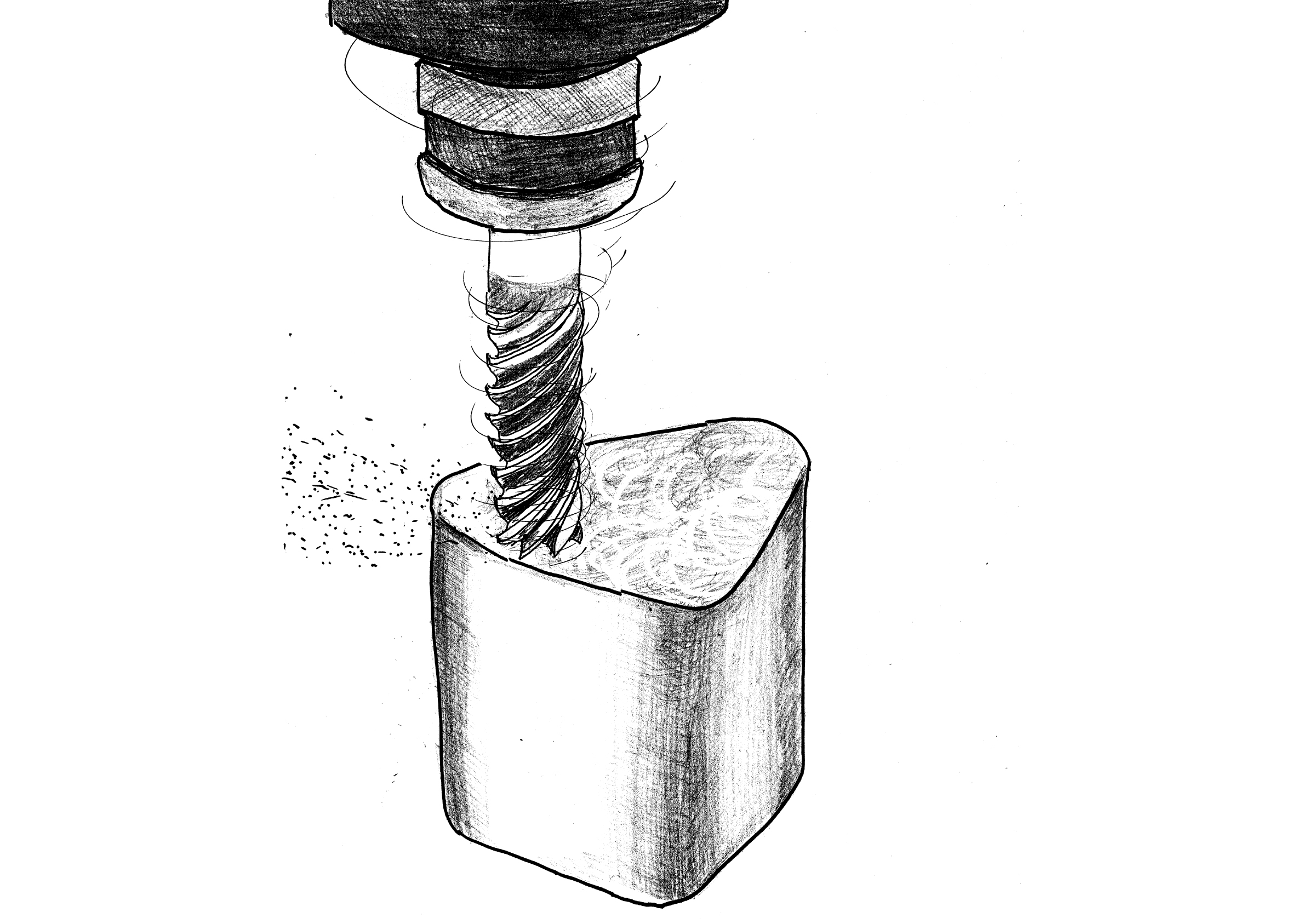
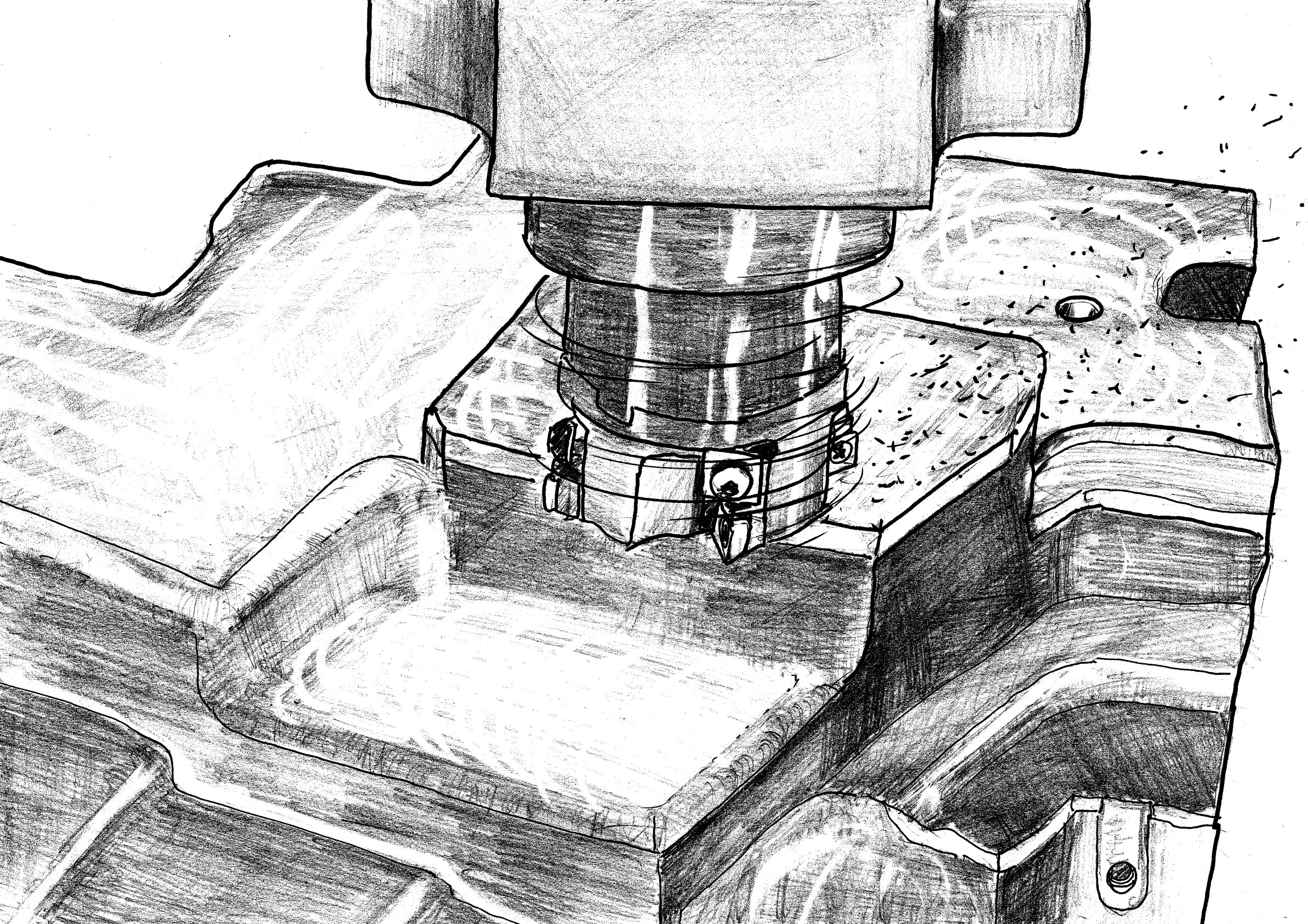
| 切削条件 | n=350 (min⁻¹) Vc=12.1 (m/min) f=0.031 (mm/rev) Vf=11 (mm/min) 穴あけ深さ 20mm 貫通穴 外部給油(水溶性) |
改善結果
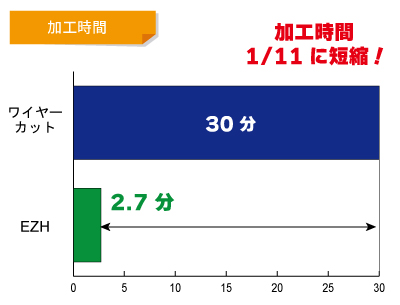
| ①加工時間短縮 従来の放電加工では30分/穴かかっていたが、EZハードドリルでは、2.7分/穴と大幅な加工時間短縮に成功。 ②加工能率向上 62HRCの高硬度材にも関わらず、67穴加工可能と長寿命。 「高硬度材の穴あけ加工にはワイヤーカットのみである」という固定観念を覆すことに成功! |
 |
EZハードドリル