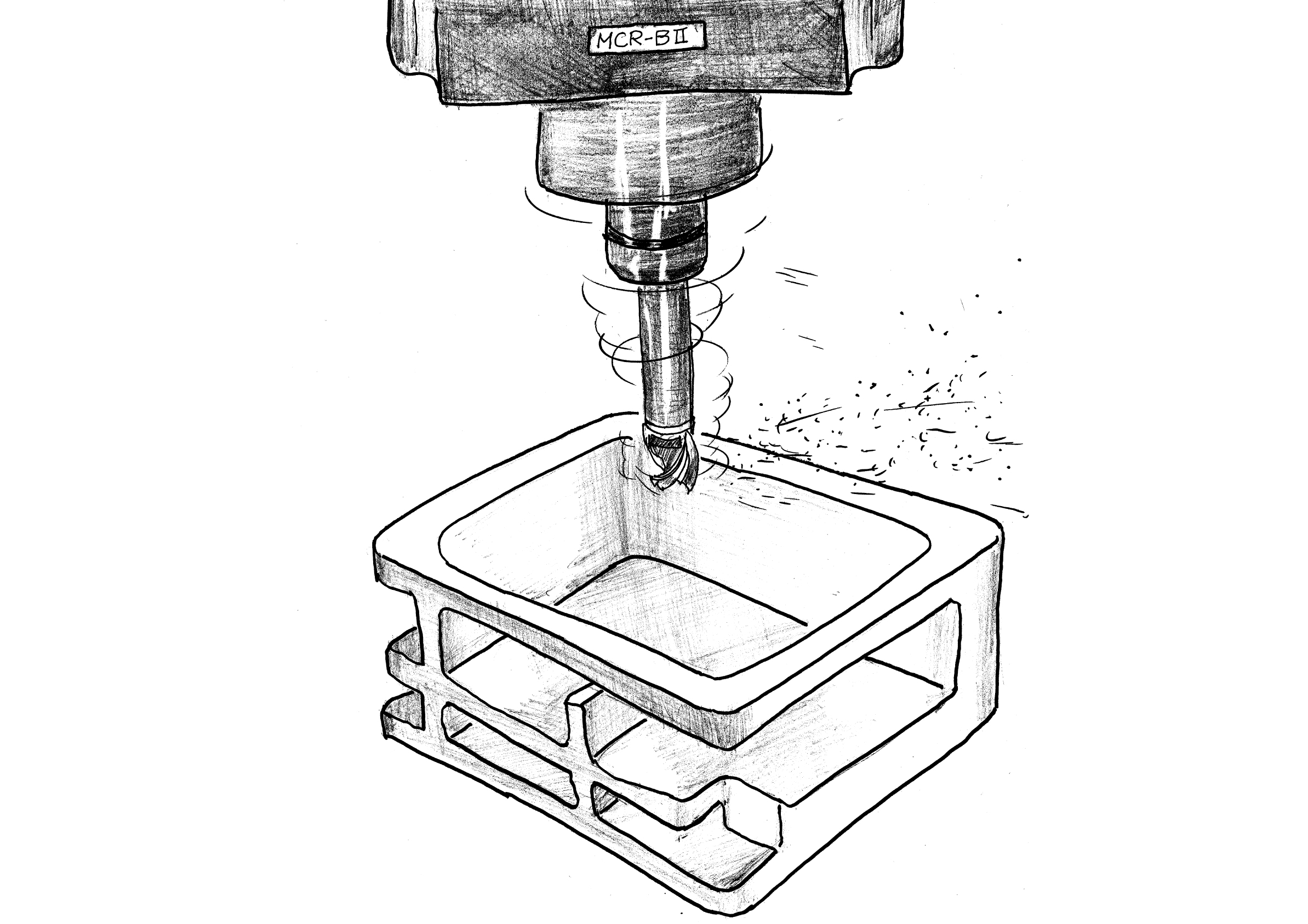
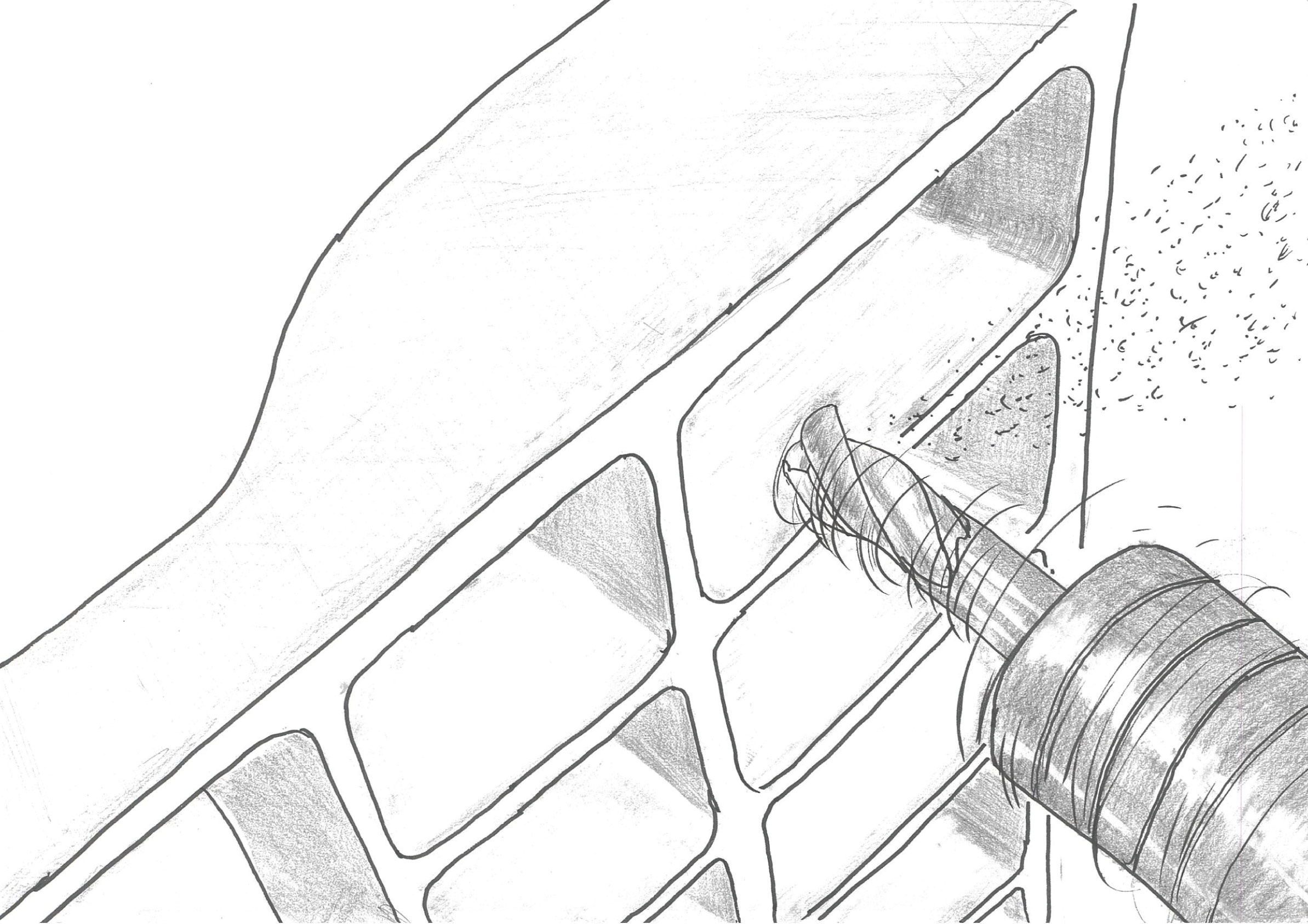
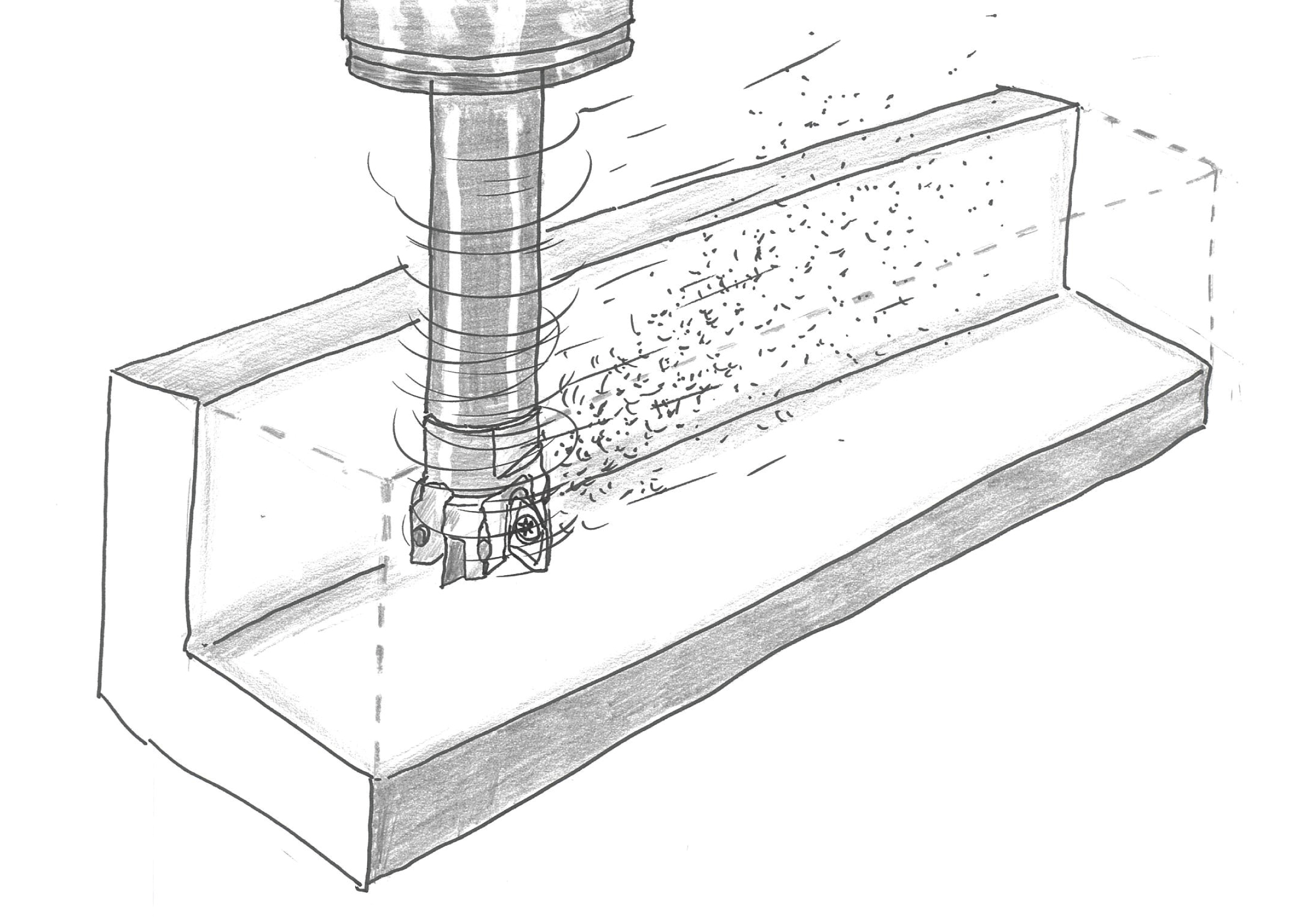
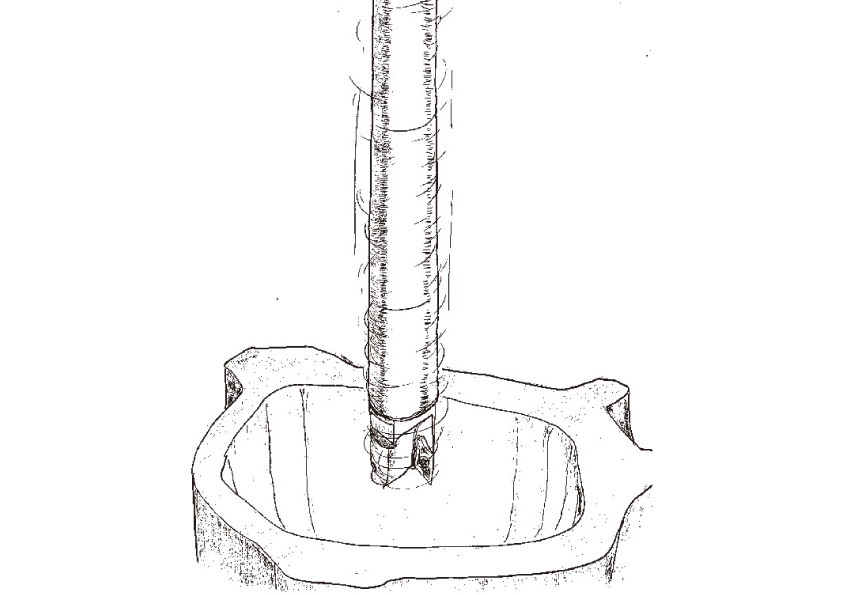
突き出し長さ10Dのアルミ加工で、荒~仕上げを一発加工!
課題
突き出し長さが10Dと長いため、びびりが発生。
びびりの発生により、工具寿命が短い。
部品加工ユーザ
| ワーク | エンジンハウリング |
| 被削材 | アルミ合金 6061 |
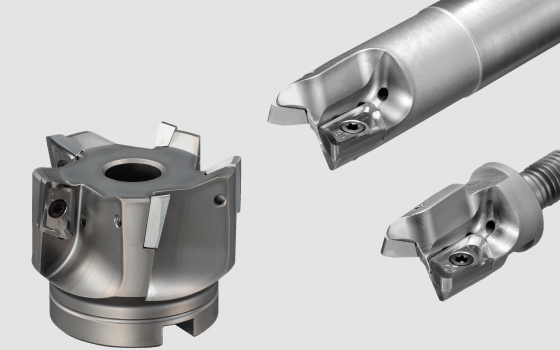
| 工具 | MAL-2032-M16(Φ32・2N) |
| インサート | XOET160508PDFR(FZ05) |
| アーバ | MSN-M16-295-S32C |
| 切削条件 | n=1,600 (min⁻¹) Vc=100 (m/min) f=0.2 (mm/rev) Vf=800 (mm/min) ap=0.2 (mm) ae=21 (mm) 内部給油(油性) |
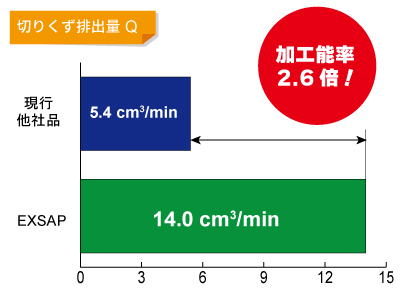
改善結果
| ・工程集約 頑固一徹とモジュラーヘッドタイプの組み合わせにより、突出し長さ338mm(10D)でもびびりの発生を抑制し、加工面良好。荒加工から仕上げ加工までの一発加工に成功。 |
 |
エアロチッパー