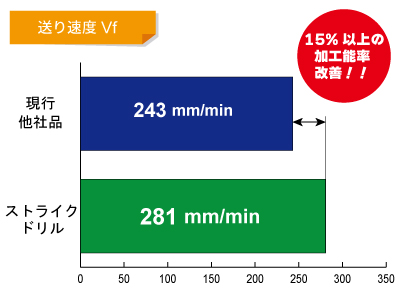
直進性良好!ステンレスの穴あけ加工で、15%以上の加工能率改善!
課題
現行他社品では、穴の曲がりが発生しNG✕。
部品加工ユーザ
| ワーク | 接手 |
| 被削材 | SUS304 |
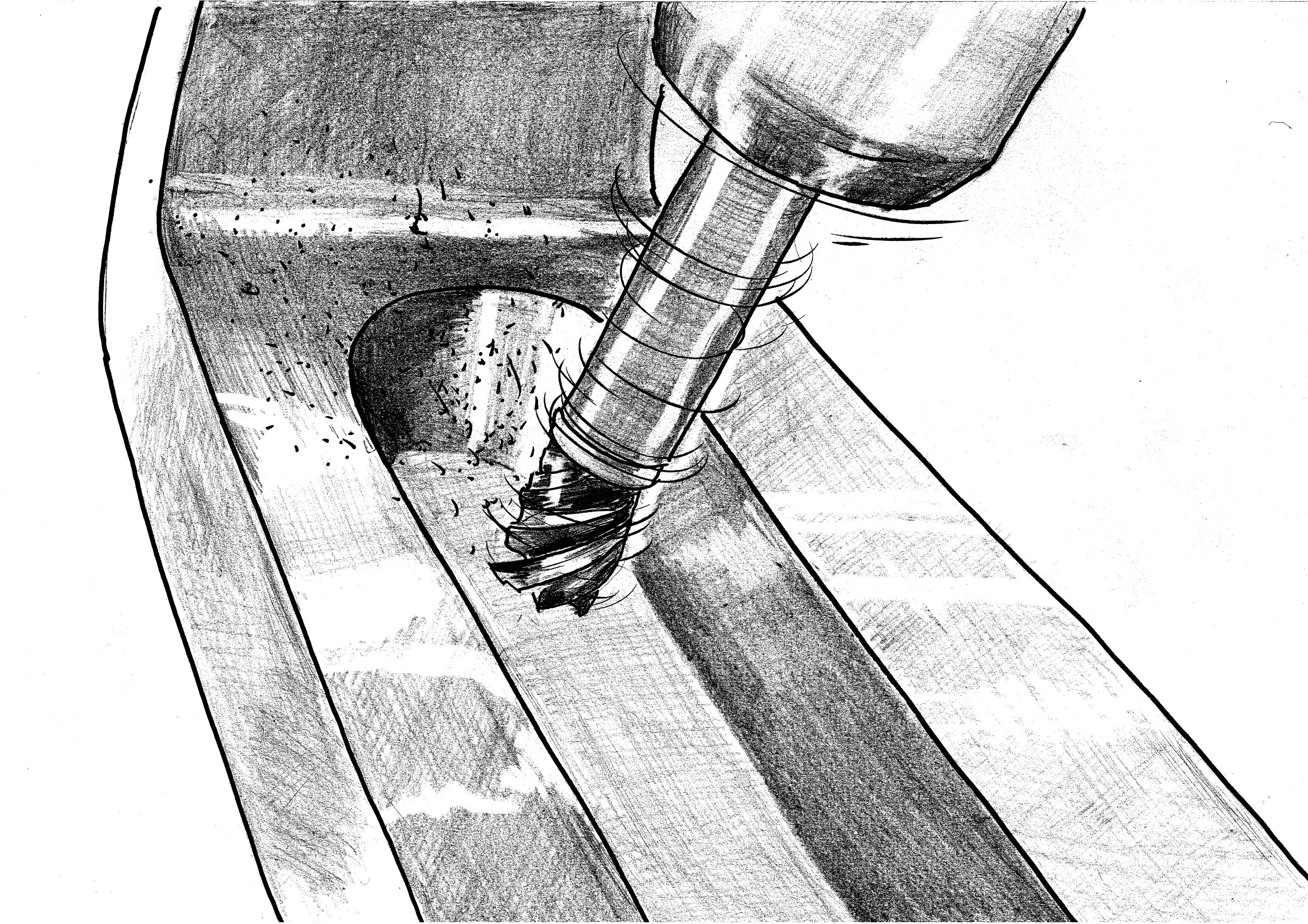
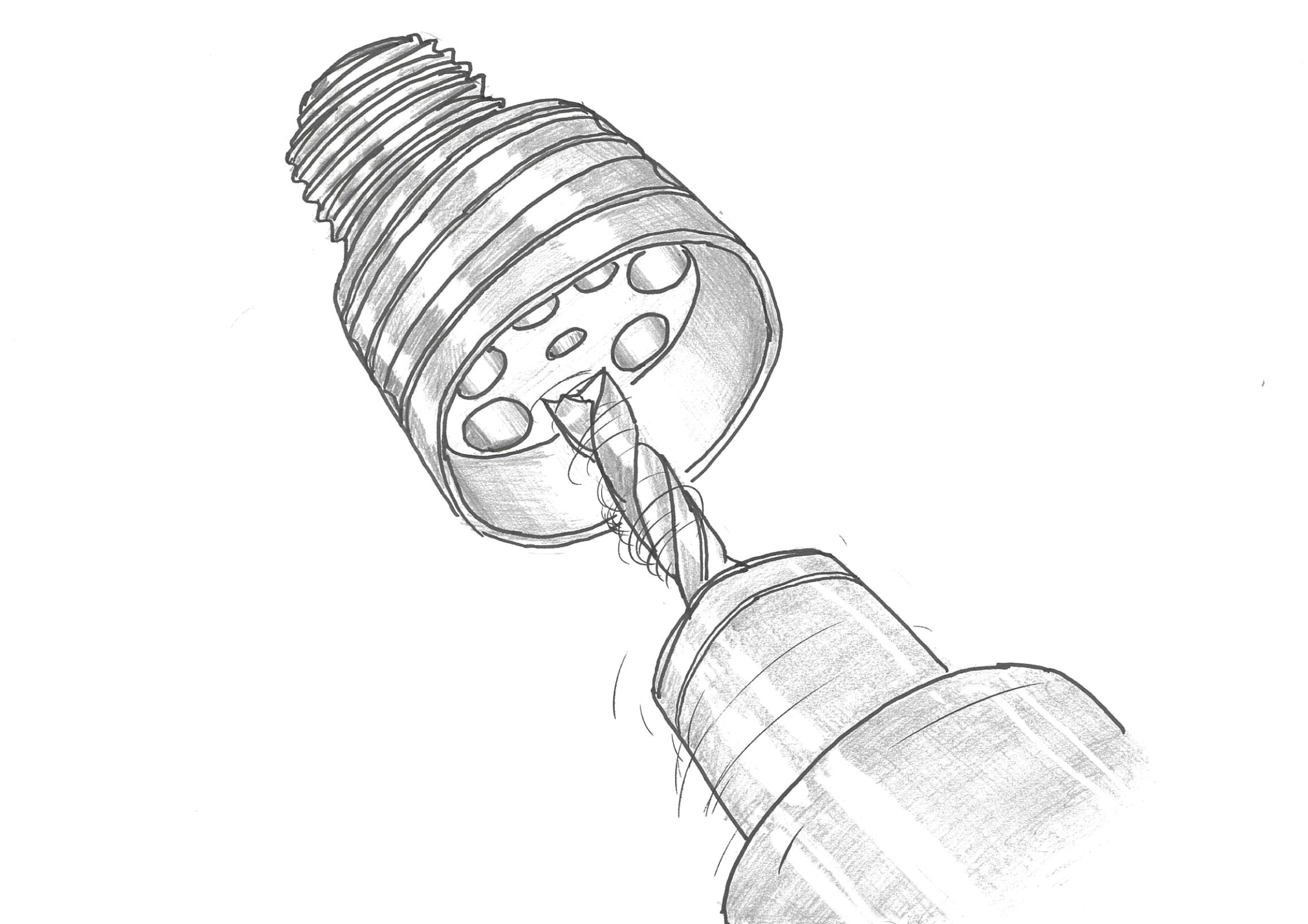
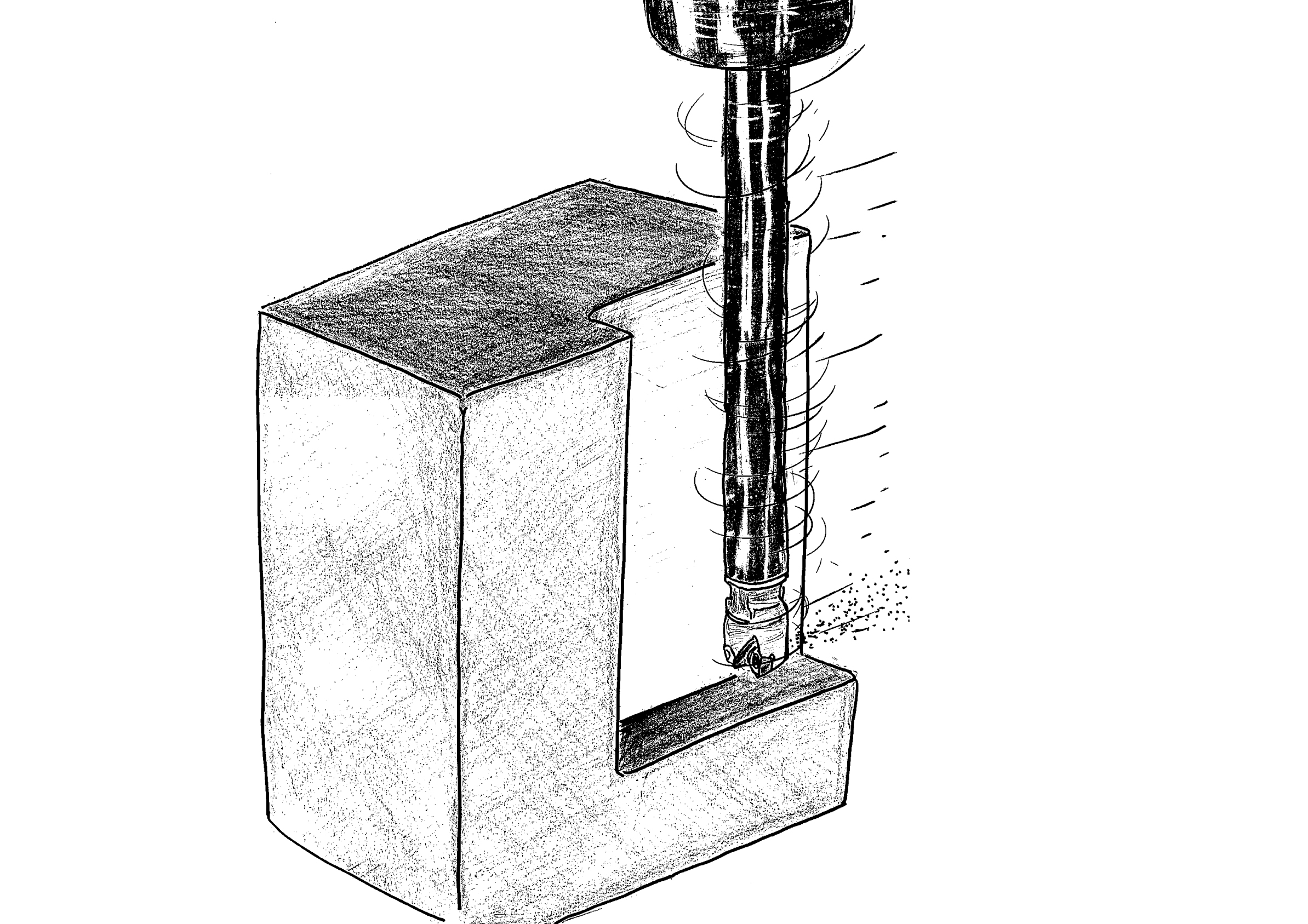
| 工具 | EZN5DCH0460S05(Φ4.6) |
| 切削条件 | n=2,561 (min⁻¹) Vc=37 (m/min) f=0.11 (mm/rev) Vf=281 (mm/min) 止め穴 内部給油(油性) |
改善結果
|
①直進性◎ |
 |
ストライクドリル
現行他社品では、穴の曲がりが発生しNG✕。
| ワーク | 接手 |
| 被削材 | SUS304 |
| 工具 | EZN5DCH0460S05(Φ4.6) |
| 切削条件 | n=2,561 (min⁻¹) Vc=37 (m/min) f=0.11 (mm/rev) Vf=281 (mm/min) 止め穴 内部給油(油性) |
|
①直進性◎ |
|