他社製丸駒カッタからエクストリームダイメイトに切り替え、工具寿命を改善!
課題
他社製ポジタイプの丸駒インサートを使用していたが摩耗が早く、欠損も多発していた。
1~2ワーク/コーナの加工で工具寿命を迎えていた。
特殊鋼加工メーカー
| ワーク | プレス型 |
| 被削材 | クロムモリブデン鋼(SCM440・47HRC) |
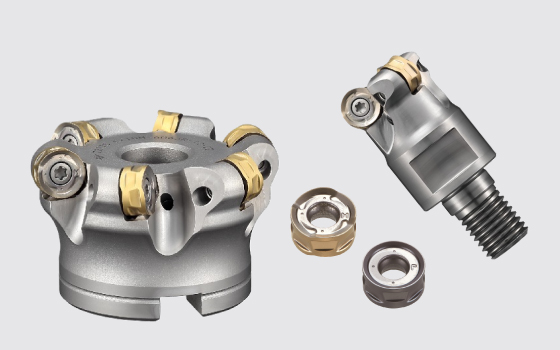
| 工具 | EXTDM-5050R-12-22 |
| インサート | RNMU1205MOE-PM(JC8118) |
| 切削条件 | n=1,300 (min⁻¹) Vc=195 (m/min) f=0.5 (mm/rev) Vf=650 (mm/min) ap=1 (mm) ae=50 (mm) Q=32.5 (cm³/min) DRY |
改善結果
|
・コーナー辺りの寿命を2~3倍に改善 |
エクストリームダイメイト EXTDM形