研磨加工を切削加工に置き換え、工程数を大幅削減!
課題
光沢面を得るために研磨加工が必須となっており、加工に時間がかかっていた。
部品加工メーカー
| ワーク | テストピース |
| 被削材 | 炭素鋼(S45C) |
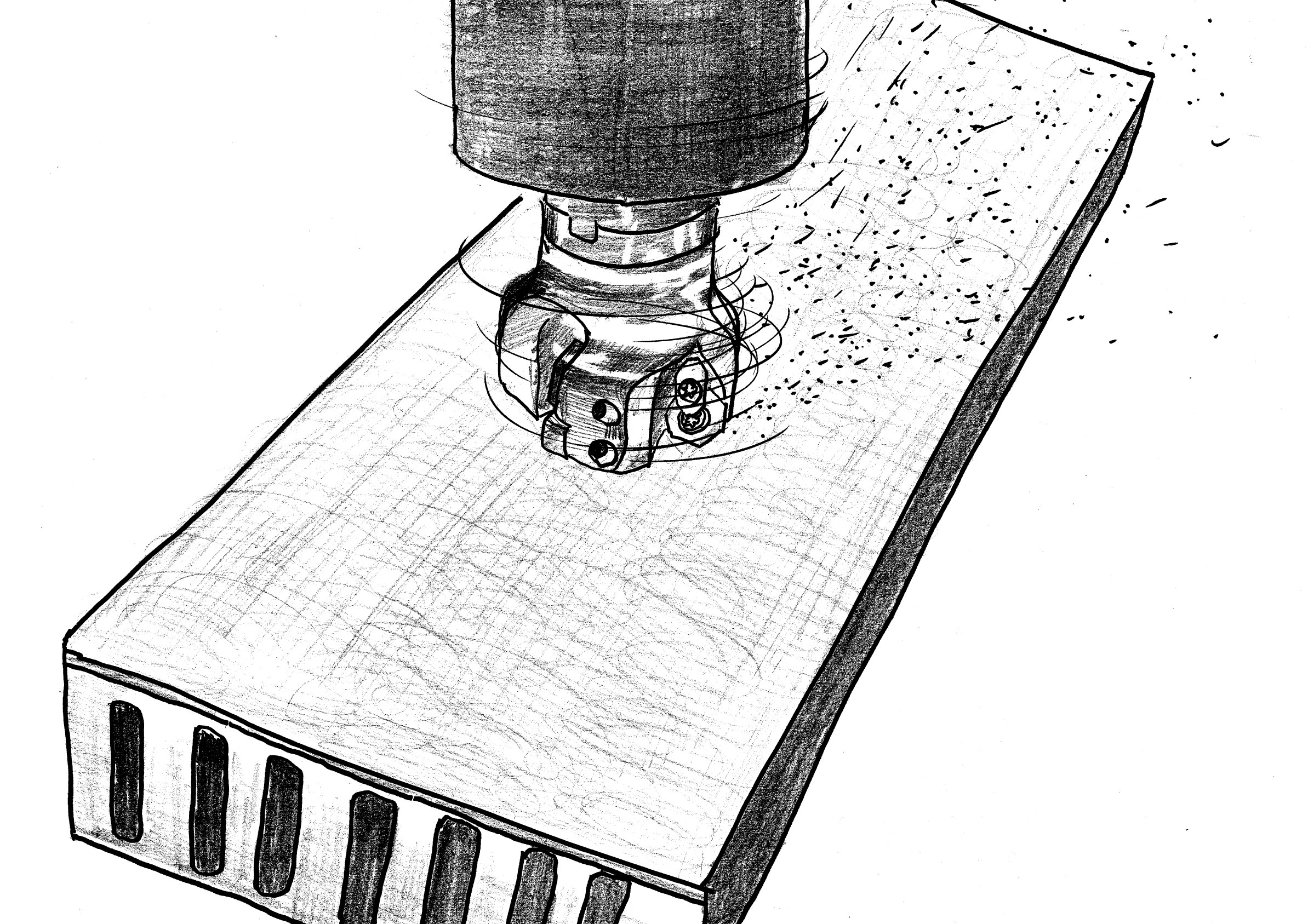
| 工具 | DBD-5063R-22(Φ63・5N) |
| インサート | DBD170408-30(CX75サーメット) |
| 切削条件 | n=1220 (min⁻¹) Vc=241 (m/min) f=1.25 (mm/rev) Vf=1,525 (mm/min) ap=0.1 (mm) ae=50 (mm) Q=7.6 (cm³/min) |
改善結果
|
・工程数削減 |
バックドラフト DBD形