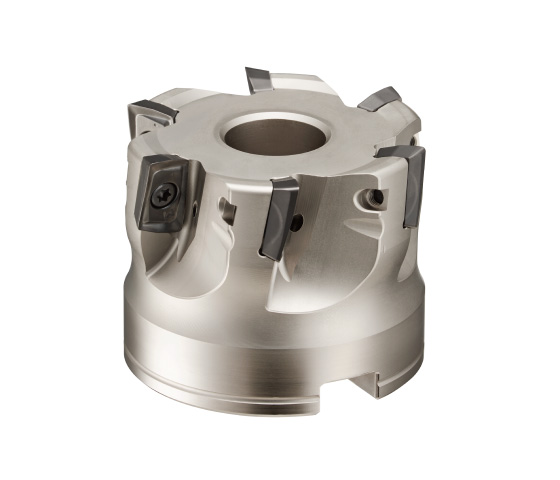
低抵抗重視の肩削りカッター『SIC-EVO』
片面2コーナの肩削りカッタ。
低抵抗な設計で突き出しの長い加工や断続切削において、
高能率な加工を実現。






Features
SIC-EVOの特長

あらゆる加工に対応する
多彩なインサート
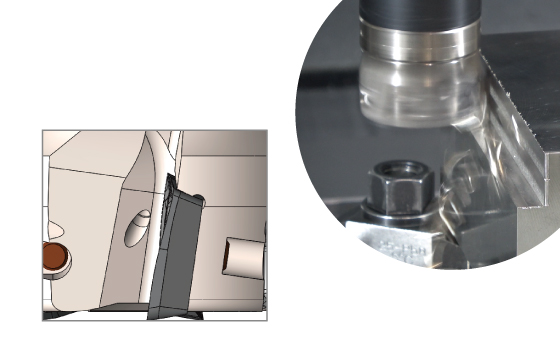
円弧状の切れ刃軌跡により、大きな軸方向切込み量でもカスプハイトが抑えられ、高能率・高精度な加工を実現。傾斜加工やヘヘリカル加工等様々な加工に適用可能。また、豊富なコーナRサイズのラインナップにより、幅広い隅Rの加工に対応。
高能率かつ安定した
肩削り加工
【ノーマルタイプ】Max. ap=15mmと大きく取れ、平面削り、溝削り、ポケット加工など幅広い用途で使用が可能。低抵抗なハイレーキ刃形で、安定した肩削り加工を実現。

最強の切りくず排出量&
高能率安定加工
【ロング刃長タイプ】すべてのポケットにクーラント穴を付与。幅広ポケットとの相乗効果で切りくずの噛みこみトラブルを未然に防ぐ本体構造で最強の切りくず排出量を達成。また、すべてのインサートを完全2面拘束。インサートの動きを最小限に抑制し、安定加工を実現。
Challenges
ビビりにお悩みの方
こんな加工をしたい人におすすめ
低抵抗設計がビビりを解消
SIC-EVOは低抵抗な設計で突き出しの長い加工や断続切削のビビりを解決できます。
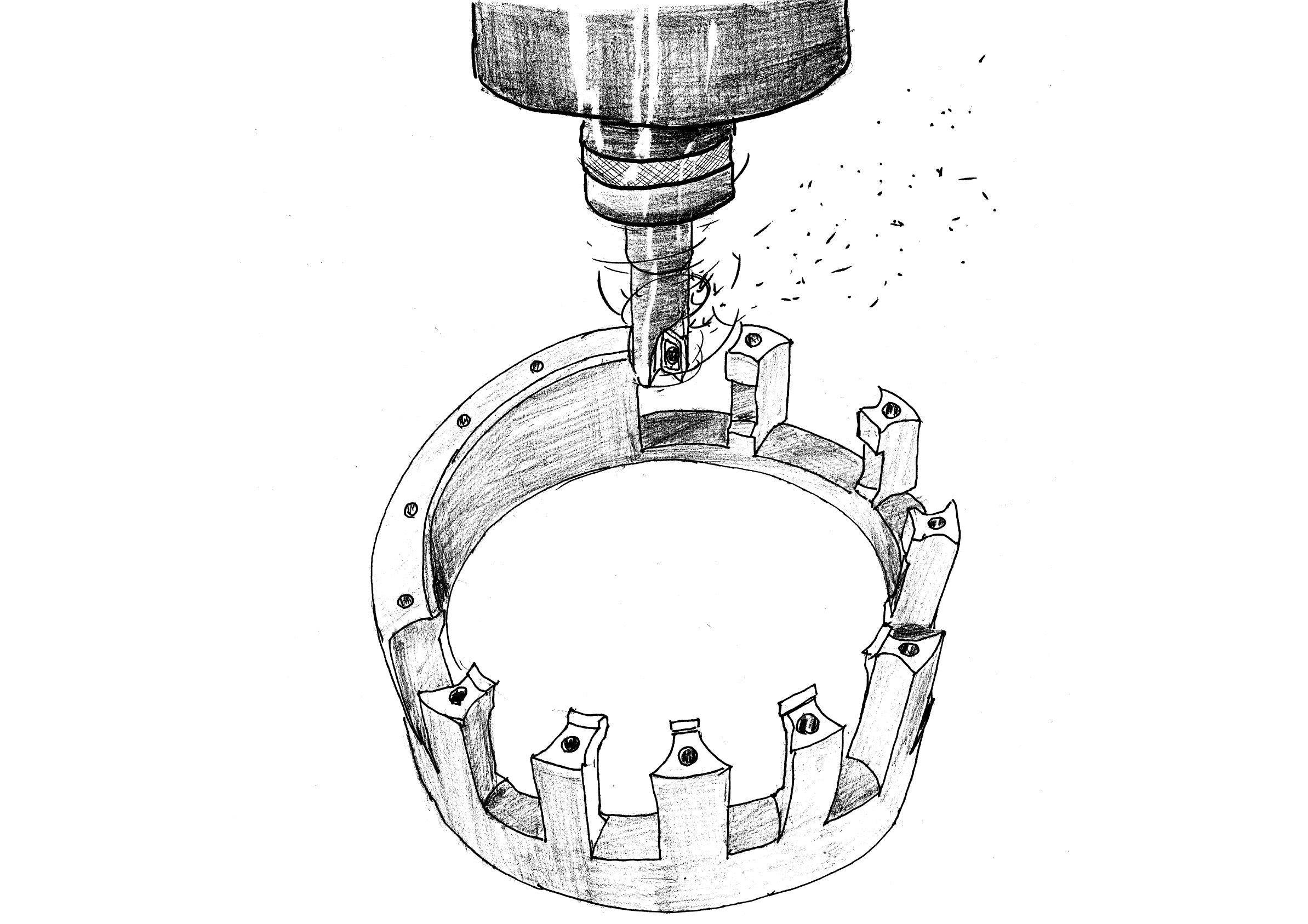
たわみを抑えたヘリカル穴あけ加工を実現
お悩み:ドリルでの穴あけ加工ではたわみの発生が心配。
依頼して解決したこと
「SIC-EVO」を採用。たわみを抑制し振動、ビビりのない安定した加工が可能となった。
→事例詳細をチェック
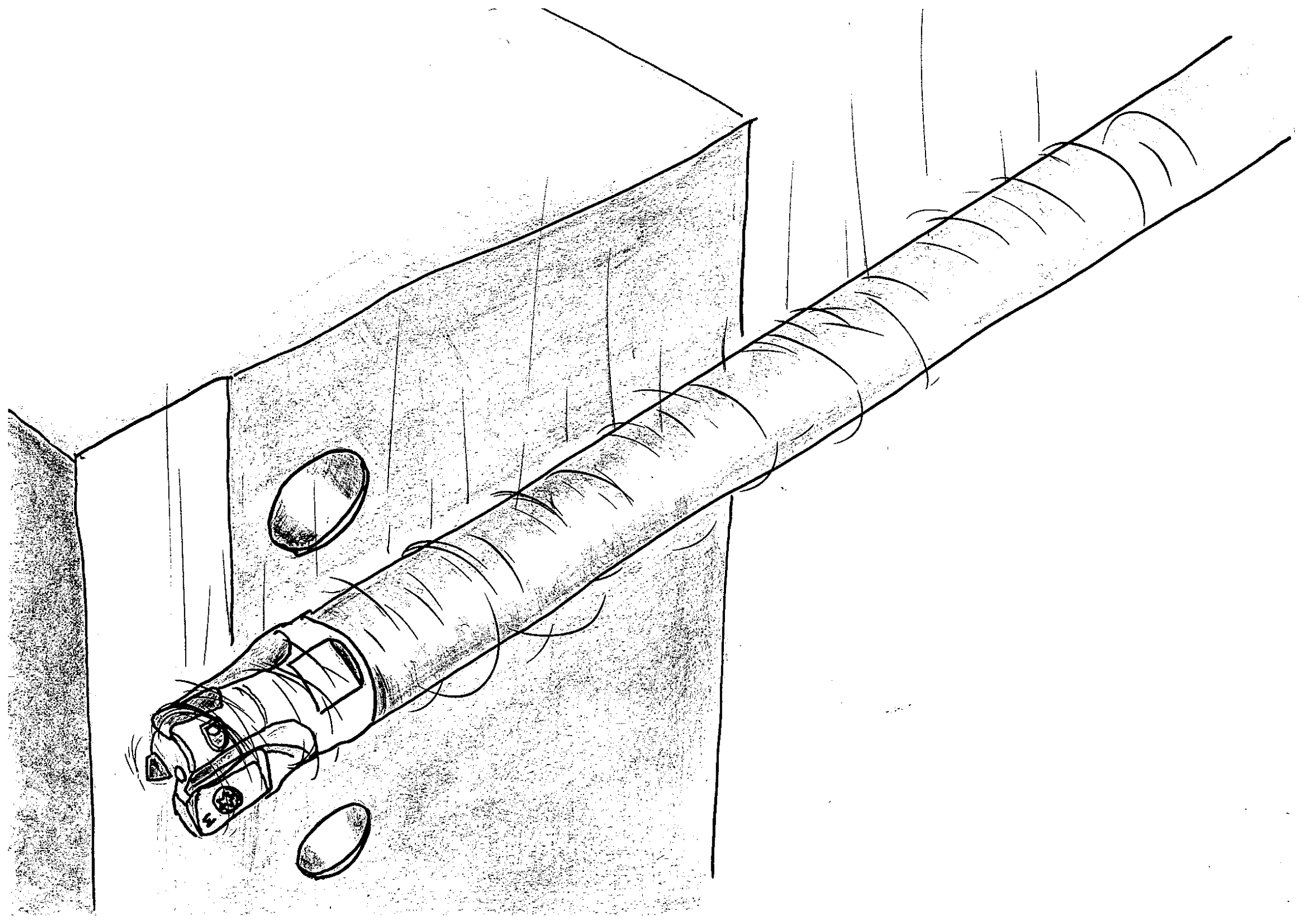
長い突き出し長さでの加工における面粗度と工具寿命改善
お悩み:突き出し長さ200mm(ゲージ長400mm)と長く、ビビりが発生し加工面精度が悪い。工具寿命も延びない。
依頼して解決したこと
「SIC-EVOモジュラーヘッドと頑固一徹」を採用。ビビりを大幅に抑制し、加工面精度の向上と工具寿命の延長を実現
→事例詳細をチェック
Challenges
ロング刃長の加工でお悩みの方
こんな加工をしたい人におすすめ
SSVにロング刃長タイプが新登場

低抵抗なロング刃長工具
SIC-EVOの特長である「低抵抗」と「優れた切りくず排出性」を、ロング刃長仕様でもそのまま継承。
高い負荷のかかる重切削のトラブルを解決します。
【POINT】
びびりに強い:低抵抗設計によりびびりを抑制し、高い条件での加工が可能。
安定性向上:優れた切りくず処理性により、加工中のトラブルを減少。
Lineup
各タイプの工具径
| 形番 | タイプ | 工具径 |
|---|---|---|
| SSV | ボアタイプ | Φ40~Φ125 |
| シャンクタイプ | Φ25~Φ50 | |
| モジュラータイプ | Φ25~Φ40 |
加工動画
SIC-EVO関するFAQ
インサートの材種の選び方について、教えてください。
一般鋼の場合はJC8050、30HRC~52HRCの被削材や鋳鉄はJC8118を推奨いたします。
また、オーステナイト系ステンレス鋼はJC8050、マルテンサイト系ステンレス鋼はJC8118、アルミなどの非鉄金属にはFC18を推奨いたします。



