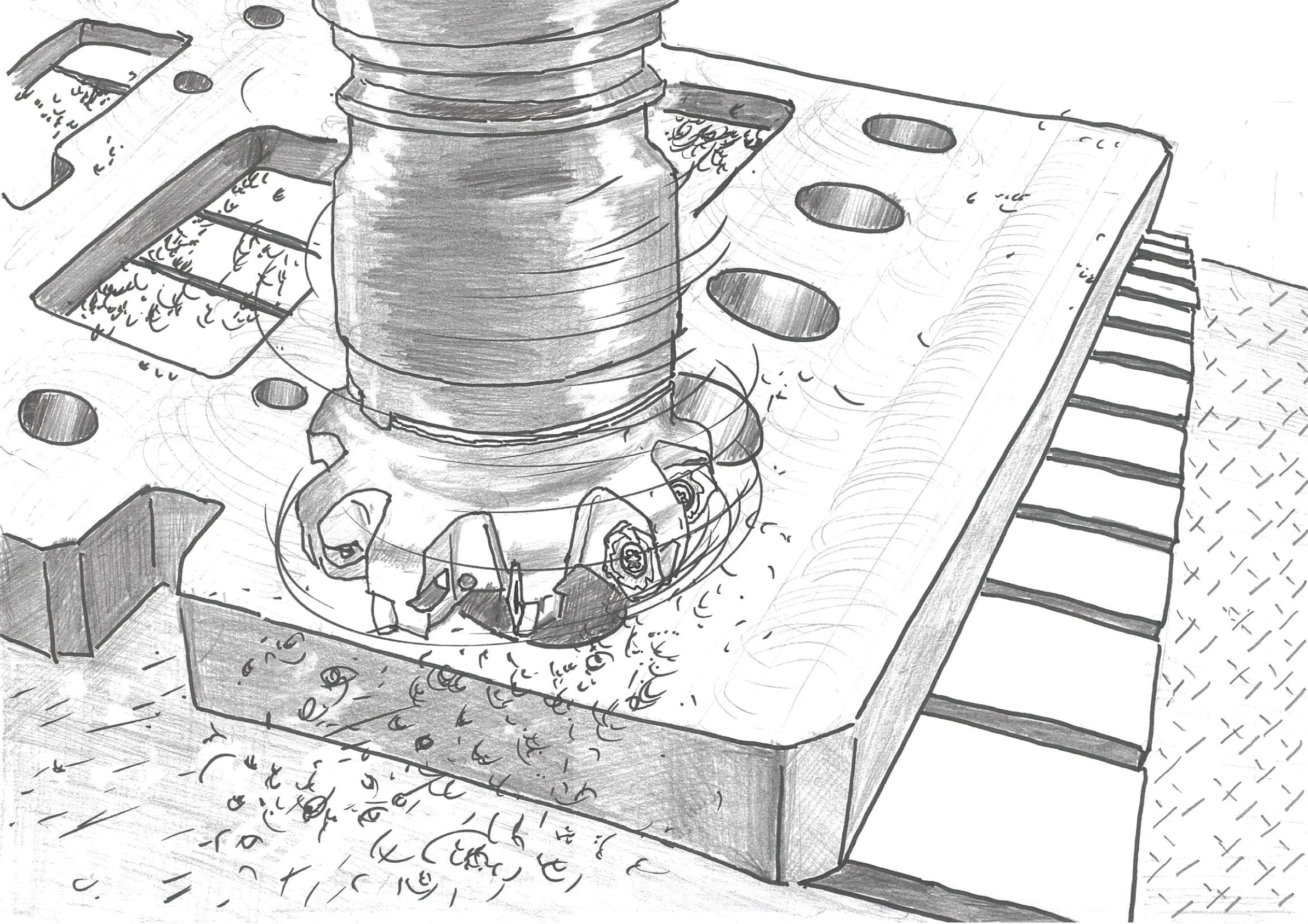
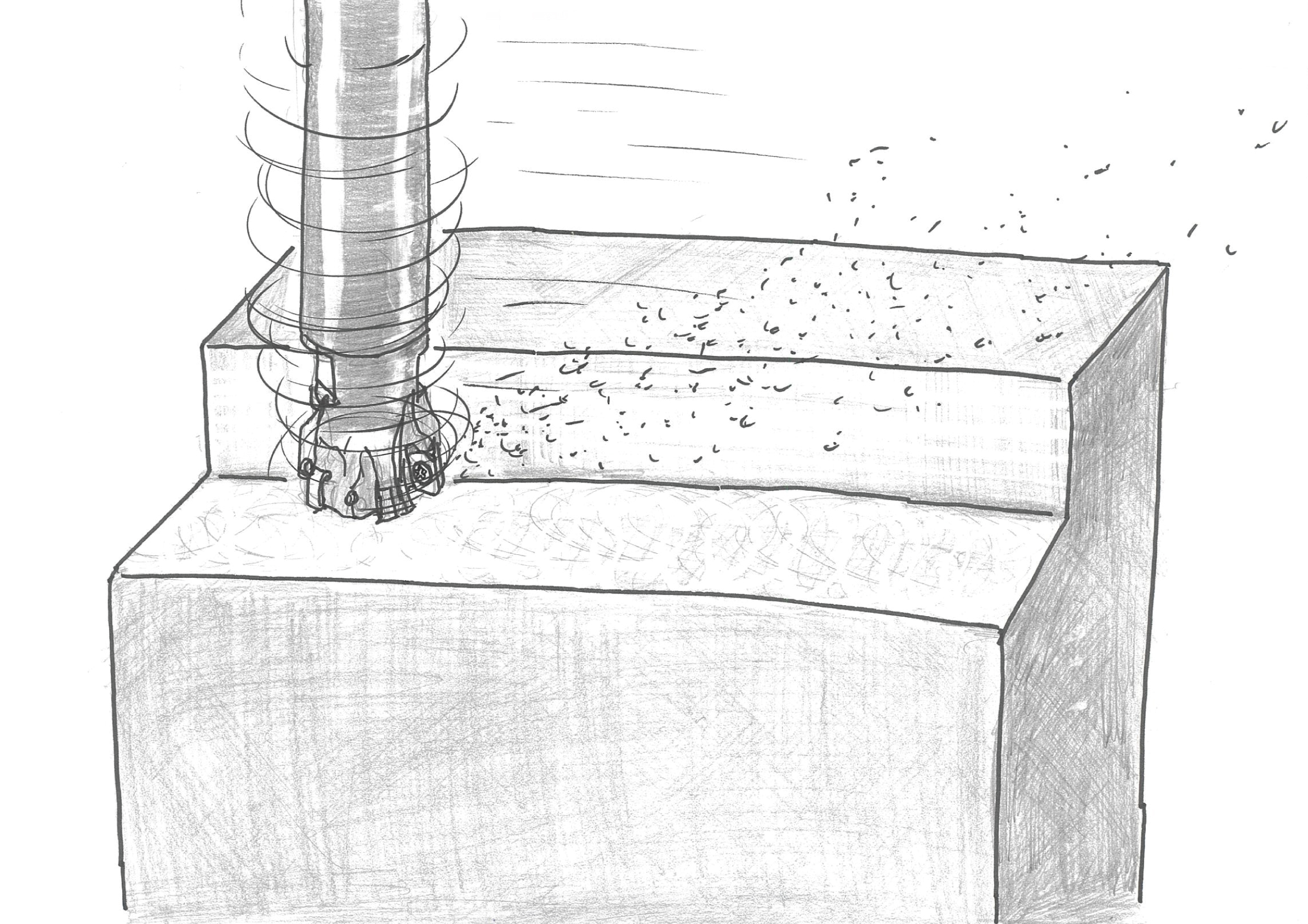
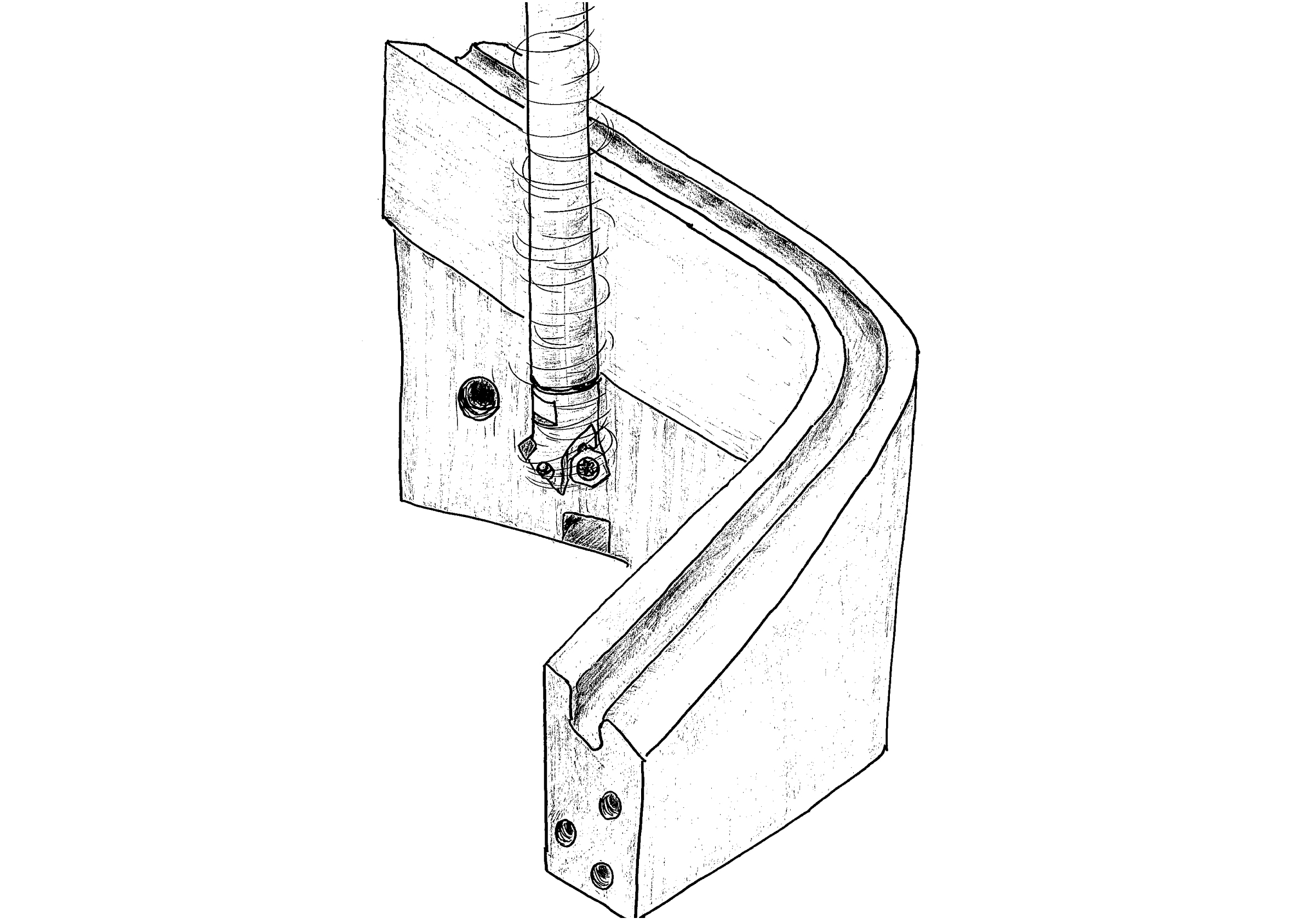
断続部のある金型の2番逃がし加工をプランジ加工により、無人加工の実現と加工能率向上!
課題
現行のハイス加工では有人加工であり、加工能率が悪い。
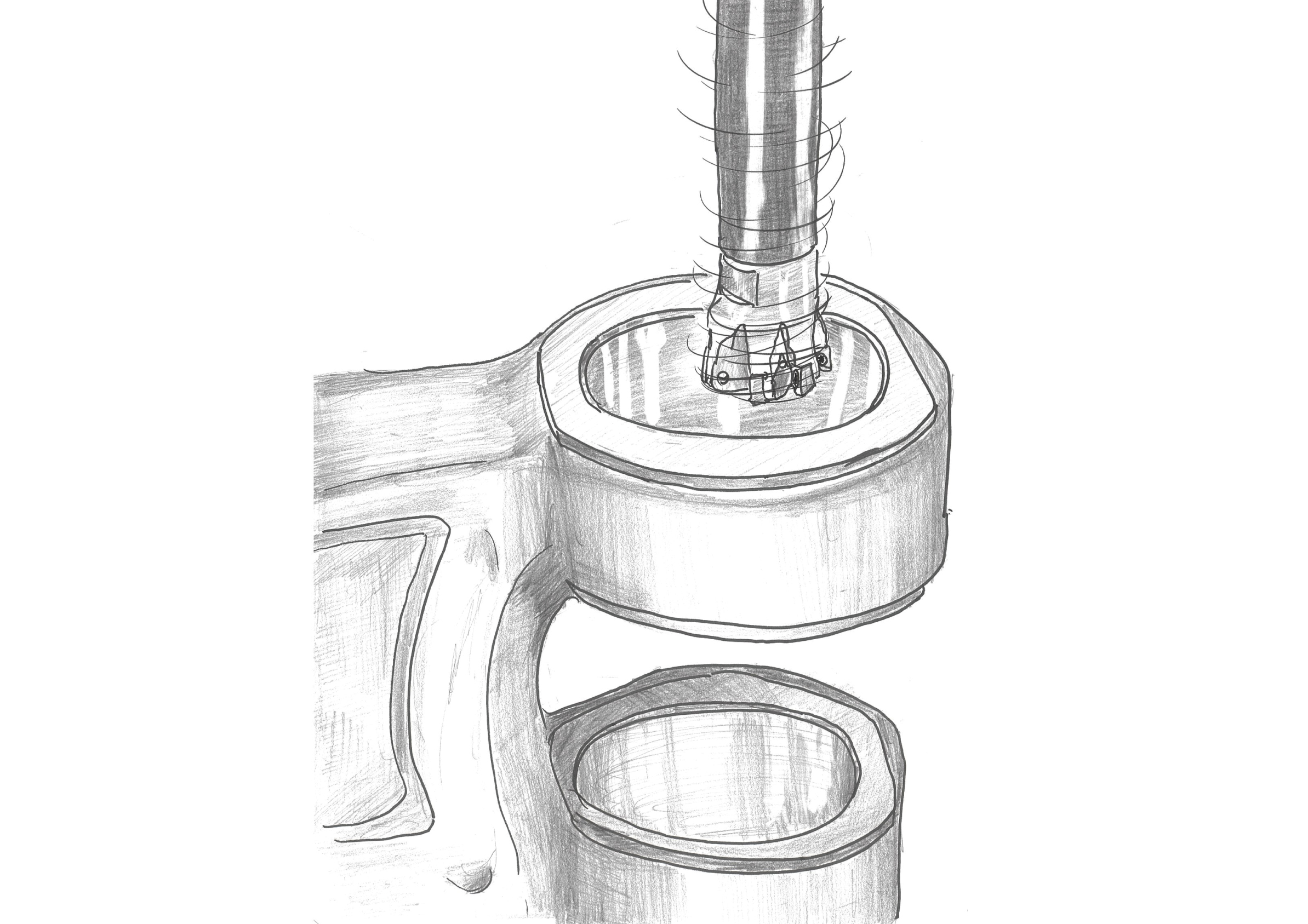
複数穴の金型2番逃がし加工の断続切削において、安定加工がしたい。
金型加工ユーザ
| ワーク | ホットスタンピング金型(2番逃がし加工) |
| 被削材 | ホットスタンピング金型用鋼(DHA-HS1) |
| 工具 | MSU-3040-M16(Φ40・3N) |
| インサート | WDMW080520ZTR(JC8050) |
| アーバ | MSN-M16-155-S32C |
| 切削条件 | n=1,200 (min⁻¹) Vc=150 (m/min) f=1.5 (mm/rev) Vf=1,800 (mm/min) ap=2 (mm) ピックフィード ae=1.5 (mm) |
改善結果
| ・安定加工&無人加工化 アンダーカッタ(MSU形)によるプランジ加工で、複数穴があいたワークの断続切削においても安定した加工を実現し、無人加工化に成功! |
アンダーカッタ MSU形