旋盤でも!ステンレスの端面座ぐり加工を穴径拡大なく、長寿命な加工を実現。
課題
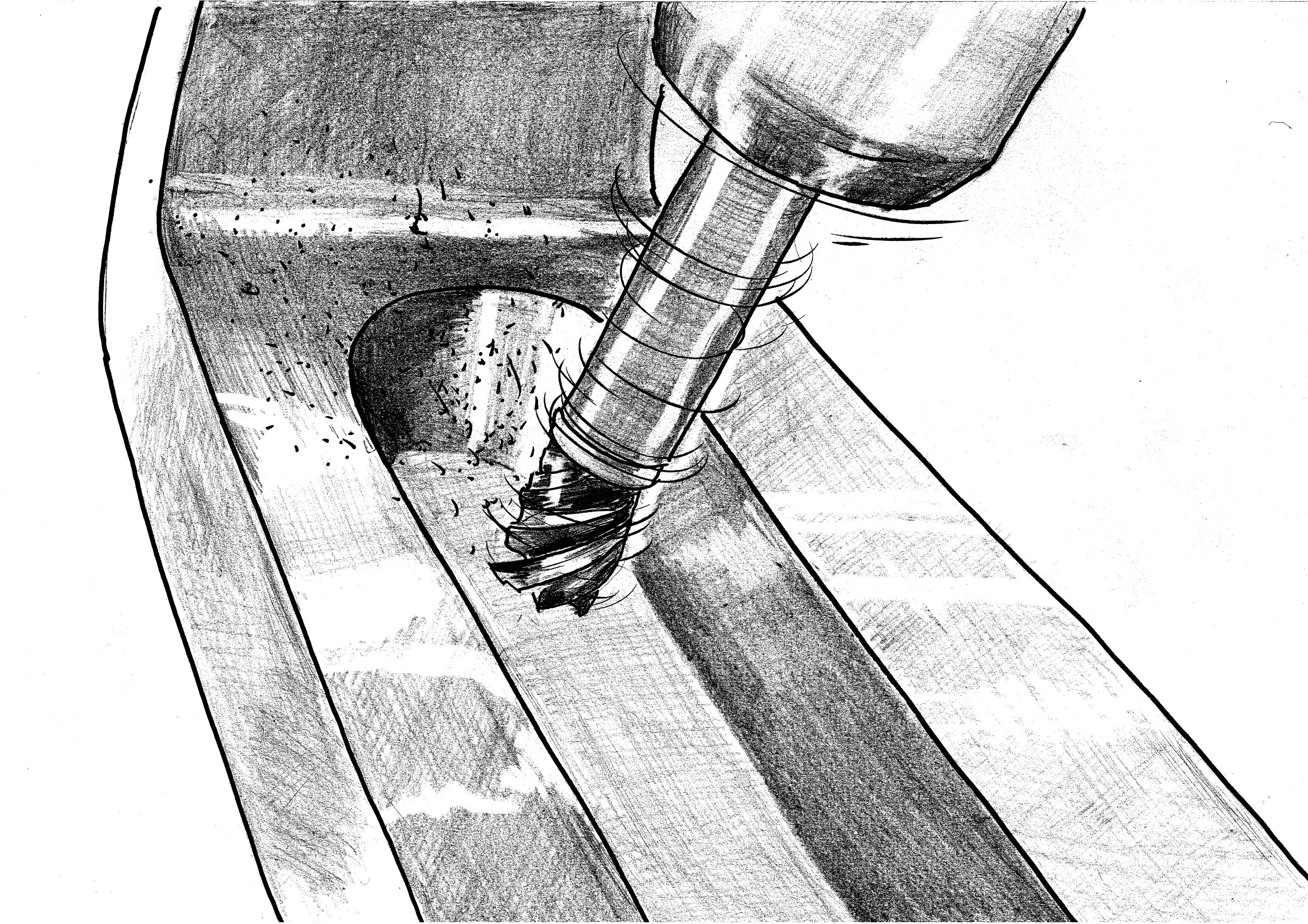
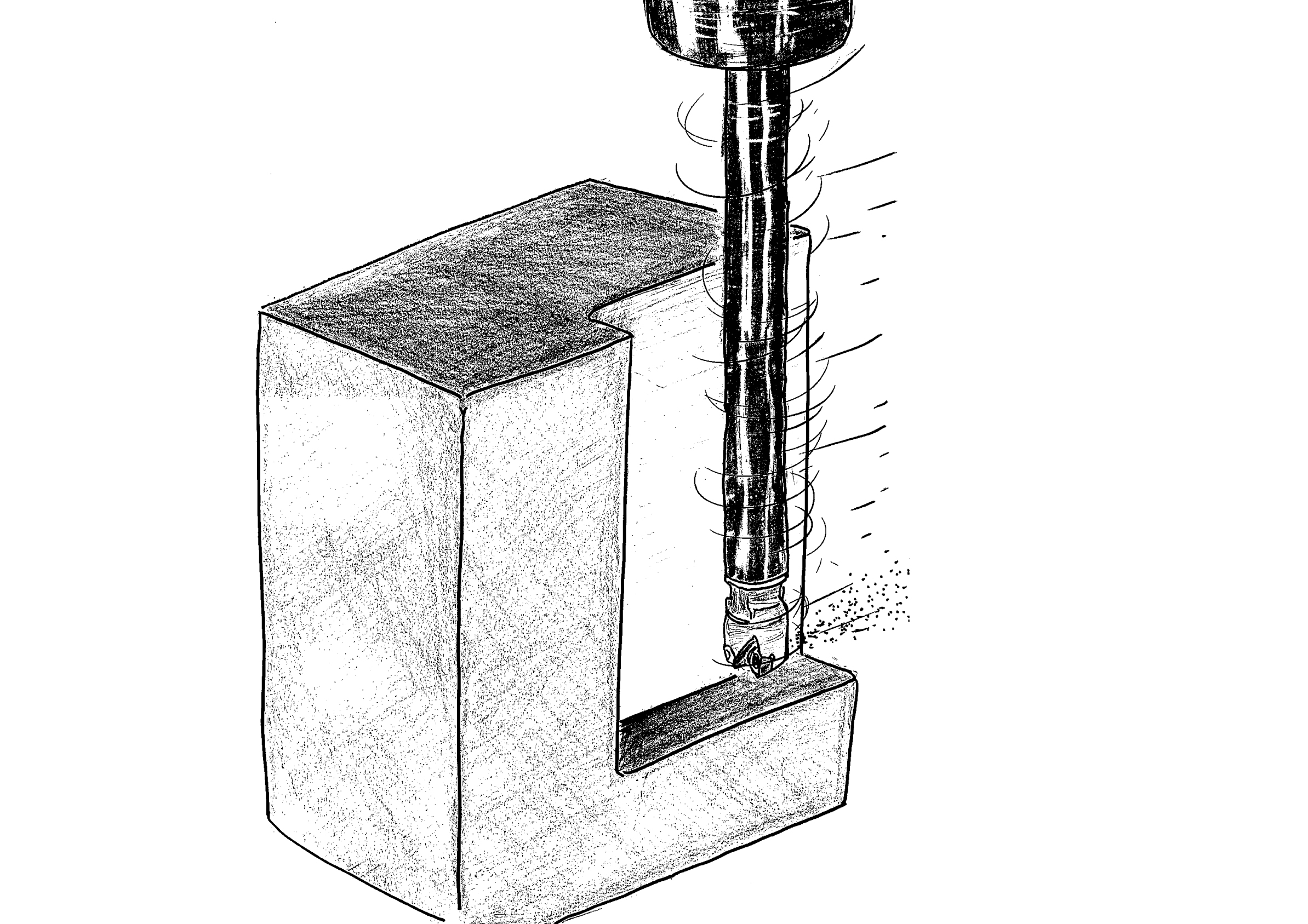
スポット溶接部の端面座ぐり加工を旋盤で1工程に集約したい。
工具寿命を伸ばしたい。
部品加工ユーザ
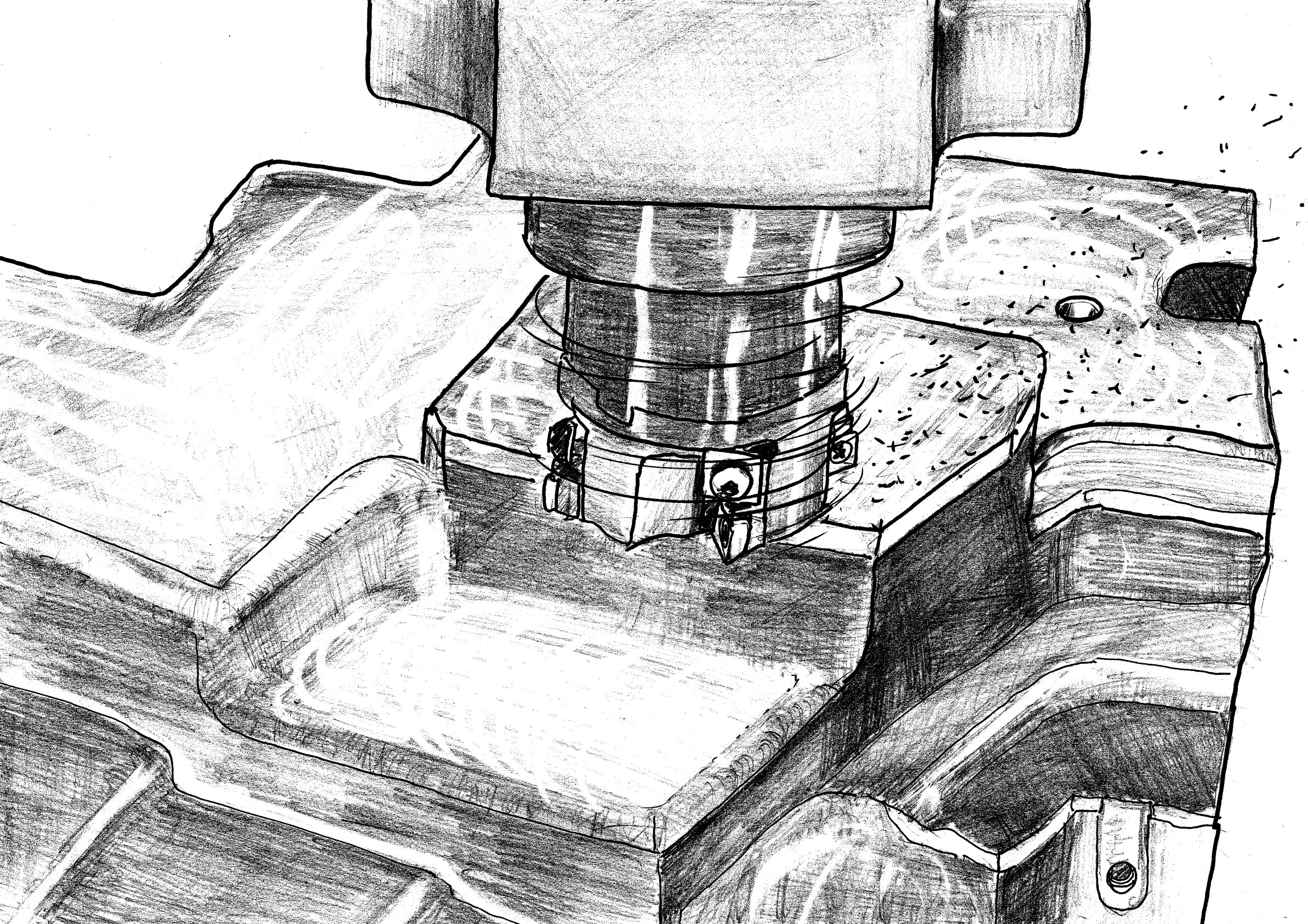
| ワーク | アイスペール(スポット溶接部) |
| 被削材 | SUS304 |
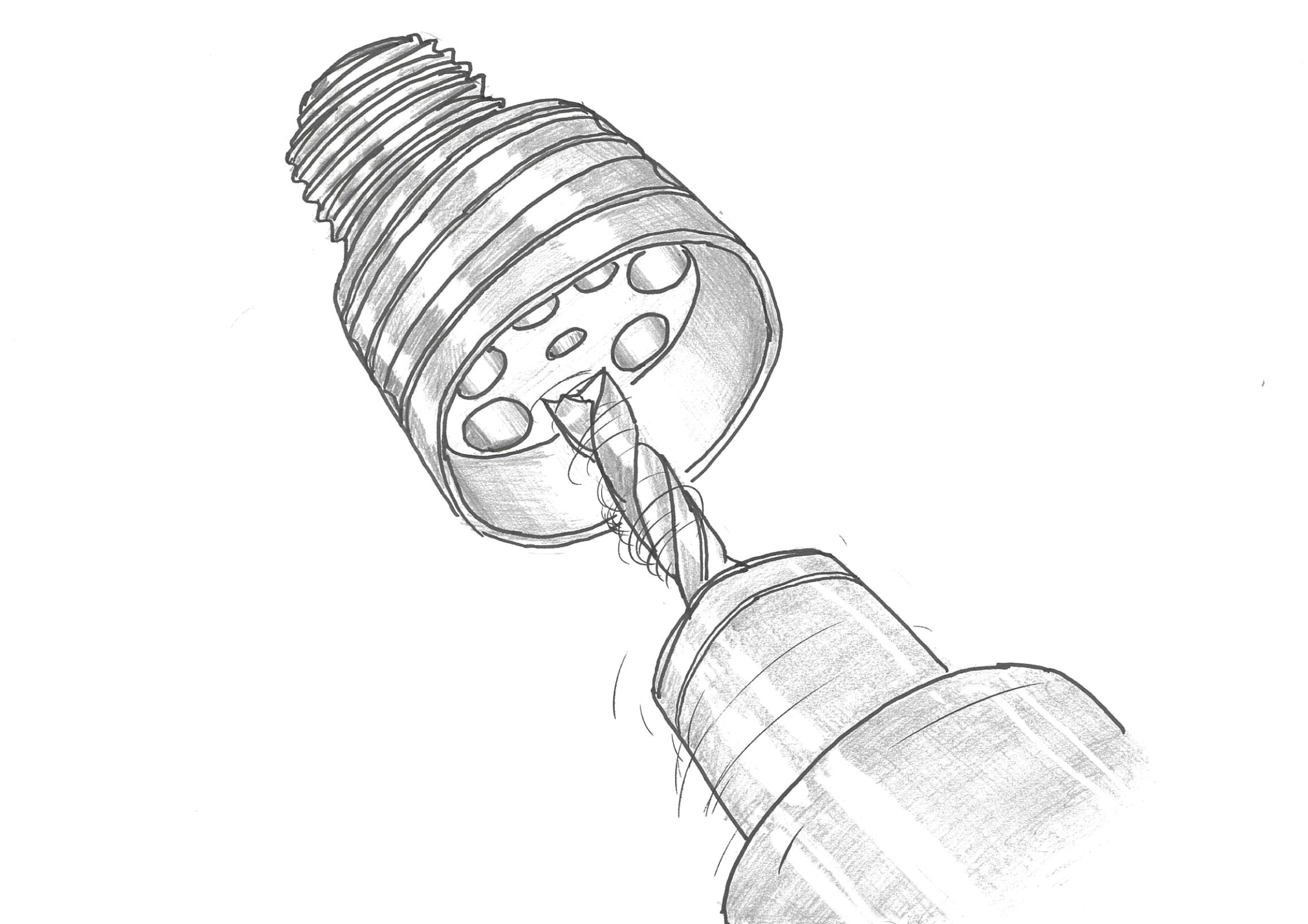
| 工具 | TLDM030-S06(Φ3) |
| インサート | ZNGU170908ZER-PM(JC8118) |
| 切削条件 | n=2,200 (min⁻¹) Vc=20 (m/min) f=0.025 (mm/rev) (ステップ1回) Vf=55 (mm/min) 止め穴 外部給油・油性 |
改善結果
| ①工程集約 端面の座ぐり加工を、タイラードリルの採用により一発加工可能に。 ②長寿命化 ステンレス鋼の穴あけ加工であるが、穴径拡大が少なく、5,000ワーク加工後も正常摩耗で継続使用可能の結果を得られた。 |
タイラードリル